

고체 리튬 전지용 MOF/Poly(Ethylene Oxide) 복합 고분자 전해질
고체 리튬 전지용 MOF/Poly(Ethylene Oxide) 복합 고분자 전해질
량 펑칭, 웬 자오인
1. 중국 상하이 200050, 중국 과학 아카데미, 상하이 도자기 연구소, 에너지 변환을 위한 CAS 주요 재료 연구실
2. 재료 과학 및 광전자 공학 센터, University of Chinese Academy of Sciences, Beijing 100049, China추상적인
유연성과 가공성이 뛰어난 고체 폴리머 전해질(SPE)을 사용하면 다양한 형상의 누출 없는 고체 배터리를 제작할 수 있습니다. 그러나 SPE는 일반적으로 이온 전도도가 낮고 리튬 금속 양극의 안정성이 좋지 않습니다. 여기에서는 PEO(Poly(Ethylene Oxide)) 고분자 전해질용 필러로 나노 크기의 MOF(Metal-Organic Framework) 재료(UiO-66)를 제안합니다. PEO 사슬에서 산소와 UiO-66의 배위 및 UiO-66과 리튬염 사이의 상호작용은 이온 전도도를 상당히 향상시킨다(25℃에서 3.0×10-5S/cm, 60℃에서 5.8×10-4S/cm). ) 및 Li + (0.36)의 전이수는 전기화학적 창을 4.9 V(vs Li +/Li)로 넓혀 리튬 금속 양극으로 안정성을 향상시킵니다. 결과적으로 준비된 Li 대칭 셀은 0.15mA∙cm -2, 60℃에서 1000시간 동안 연속적으로 작동할 수 있습니다.키워드: 복합 전해질 ; 폴리(에틸렌 옥사이드); 금속-유기 프레임워크 재료 ; 리튬 메탈 배터리
리튬 배터리 기술은 현재 사용 중인 액체 전해질을 고체 폴리머 전해질(SPE)로 대체함으로써 향상될 수 있으며, 누출이 없고 다양한 형상으로 사용 가능한 유연하고 컴팩트한 라미네이트된 고체 구조를 제조할 수 있습니다. 이러한 목적을 위해 탐색된 SPE는 리튬염(LiX)과 폴리(에틸렌 옥사이드)(PEO)와 같은 Li+ 배위 그룹을 포함하는 고분자량 폴리머 사이의 복합체에 의해 형성된 이온 전도성 폴리머 멤브레인입니다. 고분자가 비정질 상태인 PEO 고분자 전해질에서 Li+는 고분자 사슬의 국부적 이완과 분절 운동을 따라 빠르게 이동하지만 PEO는 60℃ 이하에서 결정화되는 경향이 있다. 따라서 PEO 고분자 전해질의 전도도는 60℃ 이상의 온도에서만 실질적으로 유용한 값(10-4 S/cm 정도)에 도달합니다. 다른 공중합체와의 혼합, 가소제 첨가 및 무기 입자 도핑을 포함하여 고분자 전해질의 전도성을 개선하기 위해 고분자 결정도를 감소시키기 위한 수많은 시도가 있었습니다. 무기 물질을 폴리머 매트릭스에 통합하는 것이 가장 성공적인 접근 방식으로 이온 전도도와 전기 화학적 안정성 및 기계적 특성을 향상시킵니다. 이러한 무기물은 주로 SSZ-13, Al2O3, SiO2와 같은 비전도성 물질과 Li0.33La0.57TiO3, Li6.75La3Zr1.75Ta0.25O12 및 Li1.5Al0.5Ge1.5(PO4)3와 같은 전도성 물질을 포함한다. . 조사에 따르면 루이스 산성 표면 특성을 가진 나노입자는 리튬염의 해리를 보다 효율적으로 촉진하고 PEO의 결정성을 감소시켜 이온 전도도를 향상시킬 수 있습니다. 하지만, 표면 에너지 갭에 대한 무기 나노입자와 PEO 사이의 접촉 불량은 일반적으로 불균일한 분산을 초래합니다. 분자 브러시로 접목되고 도파민으로 변형된 세라믹 필러는 무기-유기 특성을 부여받습니다. 이들은 PEO와의 혼화성을 향상시켜 향후 고분자 전해질의 이온 전도도 및 안정성을 향상시킬 것으로 기대됩니다.
금속 이온 클러스터와 유기 링커로 구성된 금속-유기 프레임워크(MOF)는 무기-유기 하이브리드 특성과 높은 비표면적을 가지고 있어 고분자 전해질에 이상적인 필러인 전형적인 나노 다공성 물질입니다. 2013년 Yuan, et al. PEO 전해액의 필러로 Zn4O(1,4-benzenedicarboxylate)3 metal-organic framework(MOF-5)를 사용하여 균일하게 분산되어 3.16×10-5 S∙cm-1(25℃)의 높은 이온 전도도를 얻었다. 그러나 MOF-5의 약한 금속-유기 배위 결합은 쉽게 공격을 받아 결정 전이 또는 구조 붕괴로 이어지고 리튬 배터리의 안정성이 떨어집니다.
이 연구에서는 광범위하게 조사된 MOF 중 하나인 나노 크기의 UiO-66이 PEO 전해질에 필러로 도입되었습니다. 수열 및 화학적 안정성이 뛰어난 UiO-66은 산화환원 활성 중심을 제공하는 전이 금속을 포함하지 않으므로 금속 Li와 접촉할 때 전자 전도를 피할 수 있습니다.
1 실험적
1.1 나노 크기의 UiO-66 합성
보고된 2단계 합성에 따라 나노 크기의 UiO-66을 합성하였다. (1) 207 mg ZrCl4(98%, Aladdin)를 40 mL N,N-디메틸포름아미드(DMF)(99.9%, Aladdin)에 교반하면서 용해시키고, 용액을 약 120℃에서 2시간 동안 가열하였다. 그런 다음 1mL 아세트산을 첨가하고 120℃에서 추가로 0.5시간 동안 교반하였다. (2) 147mg 1,4-벤젠디카르복실산(H2BDC)(99%, 알라딘)을 용액에 첨가하였다. 그리고 생성된 혼합물을 50 mL Teflon-lined stainless-steel autoclave에 넣고 120℃ 오븐에 24시간 동안 두었다. 상온으로 식힌 후, 생성된 침전물을 원심분리하고, DMF로 세척하고, 메탄올로 정제한 다음, 진공 하에 60℃에서 24시간 동안 건조시켰다.
1.2 UiO-66/PEO 복합 고분자 전해질(CPE)의 제조
PEO(Mw = ~600,000, 99.9%, Aladdin)는 50℃에서 건조하였고, lithium bis(trifluoromethanesulfonyl)imide(LiTFSI)(99%, Aladdin)는 100℃에서 24시간 동안 진공 건조하여 Ar- 채워진 글로브 박스. 먼저, LiTFSI를 무수 아세토니트릴에 녹이고 UiO-66과 PEO를 자기교반 하에 첨가하여 균질한 용액을 얻었다. 이때 EO:Li+의 몰비는 16:1로 유지되었고 나노 크기의 UiO-66의 함량은 필러는 0, 5%, 10%, 15%, 20%, 25%로 설계되었으며 해당 전해질을 SPE, CPE-(5%, 10%, 15%, 20%, 25%)로 명명했습니다. 그 후, 용액을 주위 온도에서 용매를 휘발시키기 위해 폴리테트라플루오로에틸렌 주형에 캐스팅하였다. 마지막으로 막을 진공 하에 60℃에서 12시간 동안 건조시켜 잔류 용매를 휘발시켰다.
1.3 샘플 특성화
성분의 결정 구조는 Cu-Kα 방사선(λ=0.1542nm)을 사용하여 실온(2θ=5°-50°)에서 0.1(°)/s 간격으로 X-선 회절(XRD)로 수집했습니다. UiO-66과 CPE의 구조 형태는 주사전자현미경(SEM, Hitachi, S-3400N)으로 밝혀졌다.
1.4 전기화학적 측정 및 전지 조립
이온전도도는 스테인리스 스틸(SS) 전극을 갖는 대칭 셀에서 25~80℃의 온도에서 AC 임피던스 분석(Autolab, Model PGSTAT302N)에 의해 1Hz~1MHz의 주파수 범위와 50mV의 진폭에서 측정되었습니다. . LSV(Linear Sweep Voltammetry)는 10mV/s의 스캔 속도에서 3~5.5V를 전도하는 SS/전해질/Li 전지의 전기화학적 창을 조사하기 위해 사용되었습니다. Li+(t+)의 이동 수는 Li/전해질/Li 셀에서 테스트되었으며 t+ = I∞( Δ V-I0R0)I0( Δ V-I∞R∞)에 따라 계산되었습니다. 여기서 ΔV는 인가된 DC 분극 전압입니다. (10mV), I0 및 I∞는 각각 분극 동안의 초기 및 정상 전류 값입니다. R0 및 R∞는 각각 분극 전후의 저항 값입니다. 리튬 덴드라이트 성장 시험의 억제 능력을 위해,
2 결과 및 논의
UiO-66([Zr6O4(OH)4(BDC)6], 여기서 BDC2-는 1,4-벤젠디카르복실산 라디칼임) Zr6O4로 구성된 면심 입방(fcc) 격자 구조(그림 1(a)) (OH)4 클러스터 및 BDC 링커는 1.2nm 팔면체 및 0.75nm 사면체 케이지를 보유합니다. 그림 1(b)는 준비된 UiO-66의 SEM 이미지이며 결정은 크기가 80-150nm인 구형입니다. UiO-66은 PEO-LiTFSI 고분자 전해질에 통합되어 간단한 용액 주조 방법으로 복합 전해질을 제조했습니다. 복합 전해질의 매끄러운 표면은 그림 1(c)에서 관찰되며, 이는 나노 크기의 UiO-66 필러가 UiO-66의 무기-유기 하이브리드 특성으로 인해 PEO 매트릭스에 균일하게 분포되어 있음을 나타냅니다.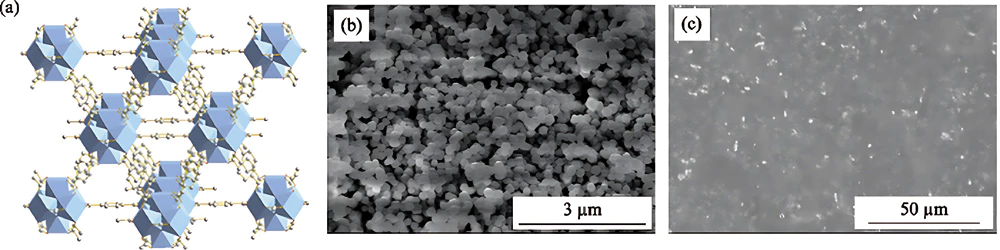
준비된 UiO-66 결정의 위상 순도는 그림 2(a)와 같이 보고된 격자 매개변수를 기반으로 시뮬레이션된 것과 잘 일치하는 XRD 패턴에 의해 확인되었으며, 이는 UiO-66 나노 구조의 성공적인 합성을 나타냅니다. 66. 고분자 전해질의 UiO-66 함량을 최적화하여 높은 이온전도도를 달성하였다. UiO-66 함량이 다른 PEO 전해질에 대한 Arrhenius 플롯이 그림 2(b)에 나와 있습니다.
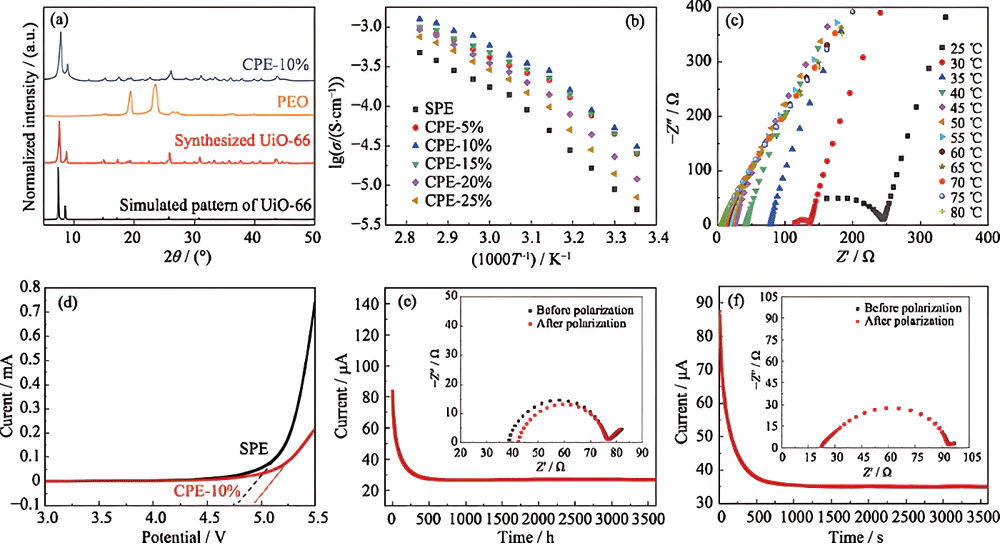
나노 크기의 UiO-66을 PEO 전해질에 첨가하면 더 높은 이온 전도도를 얻을 수 있음이 분명합니다. PEO에서 [Zr6O4(OH)4]12+와 산소의 배위가 PEO 사슬의 결정화도를 감소시켜 고분자 사슬의 분절 운동을 촉진하는 것으로, 이는 PEO와 비교한 CPE-10%의 XRD 패턴으로 증명된다(도 1). 2(a)). 또한, [Zr6O4(OH)4]12+와 TFSI- 사이의 상호작용은 리튬염의 해리를 촉진한다. UiO-66 필러 함량이 특정 값 이하로 증가하면 이온 전도도가 향상됩니다. 그러나 필러의 추가 증가는 희석 및 차단 효과로 인해 이온 전도도를 감소시킵니다. CPE-10%는 가장 높은 이온 전도도(25℃에서 3.0×10-5 S/cm, 60℃에서 5.8×10-4 S/cm)를 나타내는 반면, SPE의 이온 전도도는 5.0×10-6 S에 불과합니다. 25℃에서 /cm 및 60℃에서 1.7×10-4 S/cm. 25~80℃의 온도에서 CPE-10%의 전도 특성도 AC 임피던스 분광법으로 조사했으며 Nyqiust 플롯은 그림 2(c)에 제시되어 있습니다. 온도가 증가함에 따라 임피던스 값이 감소함을 보여줍니다.
PEO 전해질의 전기화학적 창에 대한 UiO-66의 영향을 60℃에서 LSV로 조사하였다. 그림 2(d)에서 볼 수 있듯이 약 4.9V에서 CPE-10%의 정상 플랫폼은 PEO의 산화 전압을 촉진하는 UiO-66과 산소의 배위로 인해 SPE보다 더 높습니다. UiO-66의 Zr(IV)는 환원하기 어렵다. 따라서 CPE는 고전압 양극과 매칭되는 리튬전지에 적합할 것으로 기대된다. Li+의 이동 수는 고체 전해질에서 Li+의 속도 능력 기여도에 대한 정보를 제공하는 중요한 매개변수입니다. SPE 및 CPE-10%에 대한 10mV의 DC 분극에 따른 시간-전류 곡선이 그림 2(ef)에 나와 있습니다. CPE-10%의 t+는 0.36으로 SPE(0.25)보다 높다.
리튬 애노드에 대한 장기 전기화학적 안정성은 대칭 Li/전해질/Li 셀에서 정전류 리튬 도금 및 스트라이핑으로 측정할 수 있는 고체 전해질의 중요한 특징 중 하나입니다. 그림 3(a)는 60℃에서 각 사이클당 1시간 동안 0.15mA∙cm-2의 정전류 밀도를 갖는 전압 창을 보여줍니다. 그림 3(b)에서 대칭형 Li/CPE-10%/Li 셀은 첫 번째 사이클에서 -0.058 ~ 0.06 V 사이의 충방전 전압 범위를 나타내고 900 사이클 후에 -0.048 ~ 0.053 V로 약간 감소합니다. 이는 CPE와 리튬 금속 사이의 우수한 전기화학적 안정성과 리튬 덴드라이트 성장을 차단하는 우수한 CPE 능력을 나타냅니다. 이 능력은 다음과 같은 요인에 기인할 수 있습니다. (1) 향상된 기계적 강도; (2) [Zr6O4(OH)4]12+에 의해 고정된 음이온의 일부가 균일한 Li 도금 및 스트라이핑을 촉진합니다. 대조적으로, 대칭형 Li/SPE/Li 셀의 충전-방전 전압 범위는 첫 번째 사이클에서 -0.25~0.37V이며(그림 3(b)), 배터리는 104시간 후에 단락을 보여줍니다. 이러한 열악한 주기 성능은 불균일한 Li 도금 및 스트라이핑의 원인이 될 수 있으며, 이는 많은 자유 음이온을 보유하는 SPE의 낮은 t+로 인해 발생합니다.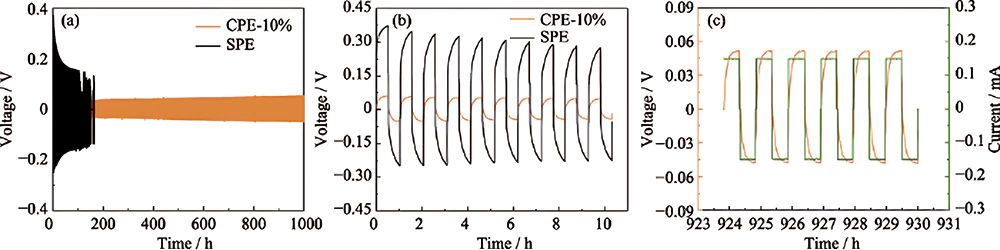
3 결론
요약하면, 필러로 UiO-66을 사용한 PEO 기반 전해질은 용액 주조 기술을 통해 제조되었습니다. 얻어진 CPE-10%는 25℃에서 3.0×10-5 S/cm 및 60℃에서 5.8×10-4 S/cm의 높은 이온 전도도를 나타내며, 이는 다음 요인에 기인한다: (1) 낮은 PEO 사슬에서 [Zr6O4(OH)4]12+와 산소의 배위로 인한 PEO의 결정화도; (2) 리튬염의 해리를 촉진하는 TFSI-와 [Zr6O4(OH)4]12+ 사이의 상호작용. Li+의 더 높은 전이수(0.36)는 CPE의 리튬 덴드라이트 성장을 억제하는 능력에도 도움이 되는 음이온 분율의 부동성 때문입니다. 리튬 금속에 대한 CPE의 향상된 기계적 강도와 우수한 전기화학적 안정성은 리튬 덴드라이트 성장을 효과적으로 억제합니다.TOB New Energy 의 더 많은 리튬 이온 배터리 소재
