

카테고리
핫 제품







리튬 배터리 코팅 공정
Jan 25,2024일반적으로 전극편 코팅은 균일하게 교반된 슬러리를 집전체에 고르게 도포하고, 슬러리 중의 유기용매를 건조시키는 공정을 말한다. 코팅 효과는 배터리 용량, 내부 저항, 사이클 수명 및 안전성에 중요한 영향을 미치며 폴 피스가 고르게 코팅되도록 합니다. 코팅 방법 및 제어 매개변수의 선택은 리튬 이온 배터리의 성능에 중요한 영향을 미치며, 이는 주로 다음과 같이 나타납니다.
1) 코팅 건조 온도 조절: 코팅 시 건조 온도가 너무 낮으면 폴 피스의 완전한 건조를 보장할 수 없으며, 온도가 너무 높으면 폴 피스 내부의 유기용제가 너무 빨리 증발하기 때문일 수 있습니다. 극편의 표면 코팅이 갈라져 떨어져 나갑니다.
2) 코팅 표면 밀도: 코팅 표면 밀도가 너무 작으면 배터리 용량이 공칭 용량에 도달하지 못할 수 있고, 코팅 표면 밀도가 너무 크면 배치 낭비가 발생하기 쉽고 양극 용량이 과도하면 심각한 경우 리튬 석출로 인해 리튬 수상돌기가 형성되어 배터리 분리막에 구멍이 나고 단락이 발생하여 잠재적인 안전 위험을 초래할 수 있습니다.
3) 코팅 크기: 코팅 크기가 너무 작거나 너무 크면 배터리 내부의 양극이 음극으로 완전히 감싸지지 않을 수 있으며, 충전 과정에서 리튬 이온이 양극에서 매립되어 전해액으로 이동합니다. 음극으로 완전히 포장되지 않은 경우 양극의 실제 용량을 효율적으로 사용할 수 없으며 심각한 경우 배터리 내부에 리튬 수지상 돌기가 형성되어 분리막에 구멍이 나기 쉽고 내부 회로의 원인이 됩니다. 배터리;
4) 코팅 두께: 코팅 두께가 너무 얇거나 너무 두꺼우면 후속 전극 롤링 공정에 영향을 미치고 배터리 전극 조각의 성능 일관성을 보장할 수 없습니다.
코팅 장비 선택 및 코팅 공정
넓은 의미의 코팅 공정에는 풀기 → 접합 → 장력 제어 → 탭 당김 → 코팅 → 건조 → 가이딩 → 장력 제어 → 가이딩 → 권취 및 기타 공정이 포함됩니다. 코팅 공정은 복잡하며 코팅 장비의 제조 정확도, 장비 작동의 부드러움, 코팅 공정의 동적 장력 제어, 코팅 크기 등 코팅 효과에 영향을 미치는 많은 요소가 있습니다. 건조 공정의 공기량과 온도 제어 곡선은 코팅 효과에 영향을 미치므로 적절한 코팅 공정을 선택하는 것이 매우 중요합니다.
일반적으로 코팅 방법의 선택은 코팅할 층 수, 습식 코팅의 두께, 코팅 용액의 유변학적 특성, 필요한 코팅 정확도, 코팅 지지체 또는 코팅 지지체를 포함한 다음 측면에서 고려되어야 합니다. 기판, 코팅 속도 등
위의 요소 외에도 폴피스 코팅의 특정 조건과 특성을 결합하는 것도 필요합니다. 리튬이온 배터리 극편 코팅의 특징은 다음과 같습니다. (1) 양면 단일층 코팅; (2) 슬러리 습식 코팅은 더 두껍습니다(100~300μm). (3) 슬러리는 비뉴턴식 고점도 유체입니다. (4) 폴 피스의 코팅 정확도는 필름 코팅과 유사하며 높습니다. (5) 코팅 지지체는 두께 10~20μm의 알루미늄 호일 및 구리 호일입니다. (6) 필름 코팅 속도에 비해 전극 코팅 속도는 빠르지 않습니다. 요약하자면, 일반 실험실 장비는 스크레이퍼 방식을 사용하는 경우가 많고, 소비자용 리튬 이온 배터리는 롤러 이송 방식을 주로 사용하며, 전원 배터리는 슬릿 압출 방식을 사용하는 경우가 많습니다.
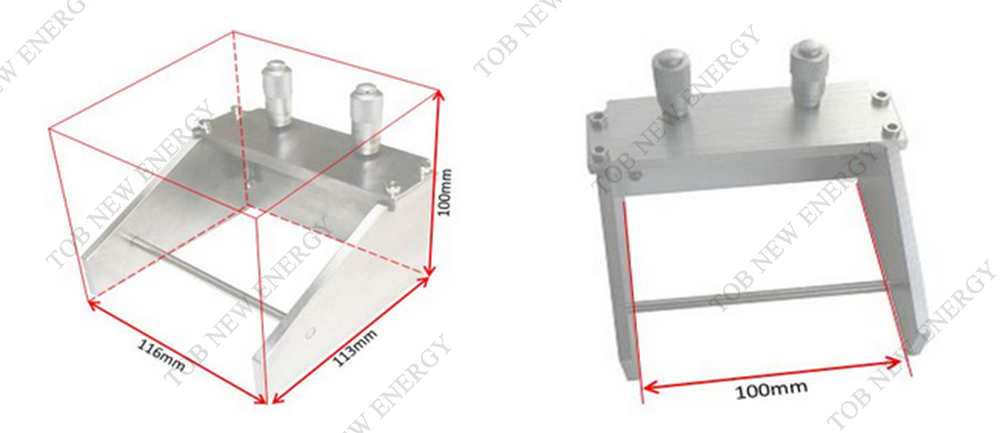
스크레이퍼 코팅 : 포일 기판은 코팅 롤러를 통과하여 슬러리 트로프와 직접 접촉하고, 과잉 슬러리는 포일 기판에 코팅되며, 기판이 코팅 롤러와 스크레이퍼 사이를 통과하면 스크레이퍼와 사이의 간격이 발생합니다. 기판에 따라 코팅 두께가 결정되며, 동시에 잉여 슬러리를 긁어내고 리플로우하여 기판 표면에 균일한 코팅이 형성됩니다. 스크레이퍼의 종류는 주로 쉼표 스크레이퍼입니다. 쉼표 스크레이퍼는 코팅 헤드의 핵심 구성 요소 중 하나이며 일반적으로 버스 바를 따라 둥근 롤러 표면에 쉼표 모양의 절삭 날을 형성합니다. 이러한 종류의 스크레이퍼는 강도와 경도가 높으며 코팅 양을 쉽게 제어할 수 있습니다. 및 코팅 정확도가 높아 고형분 함량 및 고점도 슬러리에 적합합니다.
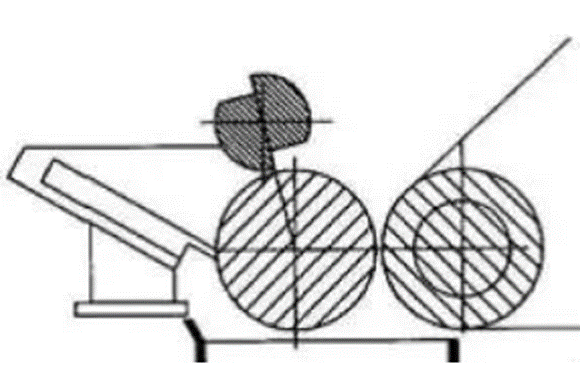
롤러코팅 전사방식 : 코팅롤러가 회전하여 슬러리를 구동시키며, 쉼표 스크레이퍼 갭을 통해 슬러리 전사량을 조절하고, 백롤러와 코팅롤러의 회전을 이용하여 슬러리를 기재에 전사시키는 롤러 전사코팅으로 구성 두 가지 기본 프로세스:
(1) 코팅 롤러가 회전하여 계량 롤러 간극을 통해 슬러리를 구동시켜 특정 두께의 슬러리 층을 형성하는 단계;
(2) 코팅롤러와 백롤러에 의해 일정 두께의 슬러리층이 반대방향으로 회전하며, 슬러리가 포일에 전사되어 코팅이 형성된다.
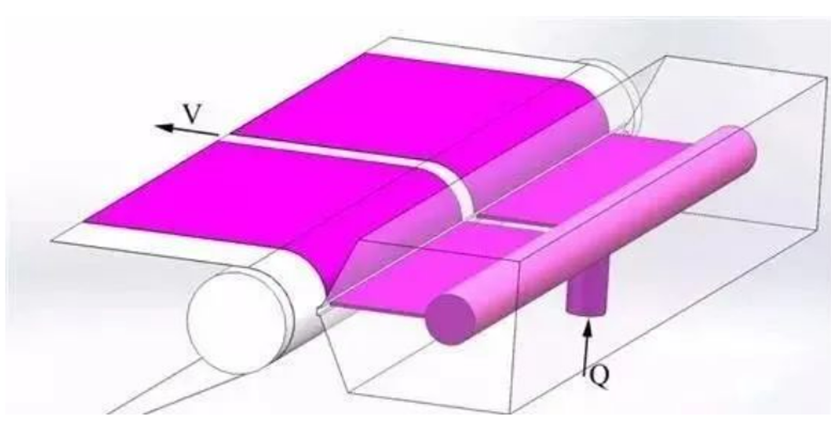
슬릿 압출 코팅 : 정밀 습식 코팅 기술로 작동 원리는 코팅액이 일정한 압력과 유속으로 코팅 몰드의 틈새를 따라 압출 및 분사되어 기판에 전달되는 것입니다. 다른 코팅 방법에 비해 코팅 속도가 빠르고 정밀도가 높으며 습윤 두께가 균일한 등 많은 장점이 있습니다. 코팅 시스템이 폐쇄되어 코팅 공정 중 오염물질이 유입되는 것을 방지할 수 있으며, 슬러리 활용률이 높고, 슬러리 특성을 안정적으로 유지할 수 있으며, 다층 코팅을 동시에 수행할 수 있습니다. 또한 다양한 슬러리 점도 및 고형분 범위에 적응할 수 있으며 전사 코팅 공정에 비해 적응성이 더 강합니다.
스카이프: amywangbest86
Whatsapp/전화번호: +86 181 2071 5609
이전 :
2024년 설 연휴 공지다음 :
리튬 배터리 탭
