

- 홈
- >
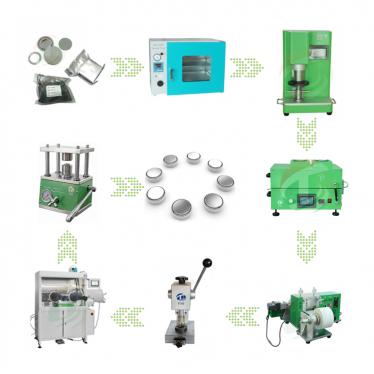
알루미늄 포탄 세포 집합 기계
- >
알루미늄 포탄 세포 레이저 바다 표범 어업 기계
- >
프리즈매틱 셀 상단 뚜껑 및 충전 포트 밀봉용 레이저 용접기
카테고리
핫 제품








Loading...






프리즈매틱 셀 상단 뚜껑 및 충전 포트 밀봉용 레이저 용접기
브랜드:
TOB NEW ENERGY제품 번호.:
TOB-LW-SF3000주문 (moq):
1지불:
L/C,T/T제품 원산지:
China배송 포트:
XIAMEN
프리즈매틱 셀 상단 뚜껑 및 충전 포트 밀봉용 레이저 용접기
명세서
TOB-LW-SF3000 프리즘형 셀 상단 뚜껑 및 충전 포트 레이저 용접기는 프리즘형 리튬 이온 셀 조립의 핵심 부품으로, 셀 케이스(뚜껑-캔)와 전해액 충전 포트를 최종적으로 영구적으로 밀봉하는 역할을 합니다. 이 용접기는 완성된 배터리 셀의 구조적 무결성, 안전성, 성능 및 수명을 보장합니다.
상단 뚜껑 밀봉:
셀 커버(뚜껑)를 프리즘형 알루미늄 합금 셀 캔 본체에 정밀하게 용접합니다. 이를 통해 셀의 무결성, 안전 및 장기 성능에 필수적인 기밀성, 기밀성 및 전기 절연성이 확보됩니다. 전해질 누출 및 습기나 오염 물질의 유입을 방지합니다.
수동 코어 로딩 - 고정 장치 클램핑 - 레이저 사전 용접 - 전체 용접 - 수동 코어 언로딩
충전 포트 밀봉:
전해액 주입이 완료된 후 전해액 주입구 플러그를 용접합니다. 이렇게 하면 주입구가 영구적으로 밀봉되어 셀의 내부 환경과 압력이 유지됩니다.
수동 코어 로딩 - 고정물 클램핑 - 밀봉 못의 수동 설치 - 레이저 용접 - 수동 검사 및 배출.
적응 사양: 프리즘 배터리
|
배터리 모델 |
티(mm) |
폭(mm) |
흠) |
|
청사진 |
20~25세 |
100 |
120 |
|
호환 가능 |
12-60 |
80-170 |
90-190 |
상단 뚜껑 용접 기술 요구 사항:
|
기능 |
기술적 요구 사항 |
|
배터리 위치 지정 |
배터리 위치는 이동식 지그를 이용한 클램핑과 수직 용접을 통해 결정됩니다. |
|
배터리 용접은 상단(상단 커버 표면)을 기준으로 합니다. |
|
|
위치 고정 장치의 반복 가능한 위치 허용 오차: ±0.02mm(클램핑 마스터 테스트 반복), 클램핑 고정 장치 후 마스터와 클램핑 플레이트 사이의 간격 ≤ 0.04mm. |
|
|
다른 축에 위치시킬 경우 클램핑 지그와 배터리 사이의 미끄러짐 마찰로 인해 외관 결함이 발생하는 것을 방지하는 것이 필요합니다. |
|
|
위치 결정 및 클램핑 실린더에는 공기압 모니터링 및 알람 기능이 있어야 하며, 공기압 변동은 ≤ 0.05Mpa이어야 합니다. |
|
|
고정장치의 윗면과 커버의 윗면 사이의 높이 차이: 1.5-2.0mm. |
|
|
전기 코어와의 접촉 영역에는 금속 재료를 사용할 수 없습니다. |
|
|
용접 |
용접 산화 방지를 위한 동축 분사 보호 가스(N2, 순도 ≥ 99.99%), 조절 가능한 유량(분당 0.1L의 분해능), 유량 모니터링 및 알람 기능 포함 |
|
레이저 헤드 높이 조절 가능, 높이 값 시각화 해상도 0.05mm(높이 오프셋 모니터링용) |
|
|
자동측정 초점이 맞지 않는 양, 이상 알람, 분해능 ≤ 0.05mm |
|
|
링 스팟 레이저, 2KW + 1KW, 선 직경 > 100um/600um, 냉각기, 레이저 용접 헤드 및 전송 파이버 레이저 전력 변동 ≤ 3%, 전력 선형성 ≥ 0.99 장착 |
|
|
레이저 헤드 X / Y / Z 방향 반복 정렬 허용 오차 ± 0.02mm, 레이저 헤드 용접 속도 ≥ 70mm / s, 레이저 헤드 용접 이동 지터 진폭 ≤ 0.05mm, 코너 용접 속도 변동 ≤ 10mm / s, 궤적 편차 : ± 0.05mm |
|
|
레이저 용접 각도 조절 가능, 레이저 용접 시 5 ~ 13 ° 레이저 편향 가능 |
|
|
효과적인 용접 깊이 0.5-1.2mm, 용융 폭 0.8-1.4mm; |
|
|
완전용접 전 예비용접(압축기능 포함), 6~8개 용접부 |
|
|
용접 이음부 압력 ≥ 1.1Mpa; 레이저 정렬 반복성 요구 사항: ± 0.04mm; 용접 공정 및 운송 공정은 알루미늄 쉘 표면과 상부 커버 폴 컬럼의 플라스틱 부품을 손상시킬 수 없습니다. |
|
|
알루미늄 쉘용 용접제품, 쉘 벽 두께 0.4-0.8mm, 용접 외관 및 내부 용접 자국 매끄럽고 밝음, 모재와의 원활한 전환, 용접 없음, 용접 누출 없음, 과용접 없음, 내포물 없음, 공기 구멍 없음, 파열 지점 없음 |
|
|
용접 스패터 및 연기 처리 |
자체 먼지 제거 기능 |
|
용접 보호가스 장치 장착으로 유량, 각도, 거리 조절 가능(유량 추적 가능) |
|
|
주입 헤드의 단면은 먼지 흡입구에서 5mm 이상 확장되지 않습니다. |
|
|
먼지 제거기를 장착하고, 먼지 흡입구 끝단 풍속 ≥ 15m/s; 용접 슬래그 보호 메커니즘을 갖춘 용접 스테이션, 알루미늄 케이스 표면에 용접 슬래그 잔여물이 없음 |
|
|
먼지 흡입 파이프라인 설치, 공기량, 풍속 조절을 위한 조절 밸브 설치, 스테인리스 파이프 사용 |
|
|
먼지 흡수 파이프라인에는 풍압계를 설치해야 하며, 풍압계는 실시간으로 풍압을 모니터링해야 하며, 풍압계는 장비 제어 프로그램과 연계되어 풍압이 너무 높거나 낮을 때 정지 및 경보 기능을 수행해야 합니다. |
|
|
보호 커버 제거 |
보호커버와 상판커버 표면은 용접과정 중 밀착되어 있습니다. |
|
용접 과정에서 막대의 플라스틱 부분이 타는 것을 방지하고, 배터리 표면이 용접 튀김으로 오염되는 것을 방지하며, 눈에 띄는 그을음 잔여물이 없어야 합니다. |
|
|
제품 전환 |
상판용접과 실링못용접이 하나의 기계에 통합되어 있으며, 다른 모델의 고정구 전환 시간은 ≤30분이며, 분해 및 설치가 간편하며, 제품 전환으로 인해 고정구의 위치 정확도와 기계의 수명에 영향을 미치지 않습니다. |
충전 포트 용접에 대한 기술 요구 사항:
|
기능 |
기술적 요구 사항 |
|
배터리 위치 지정 |
실린더는 기준판까지, 기계적 한계, 고정 장치는 스프링 메커니즘입니다. |
|
기준판의 바닥은 배터리와의 접촉 절연을 보장하기 위해 0.1~0.3mm 테프론으로 분사됩니다. |
|
|
고정구 정밀도 ≤ 0.1mm |
|
|
위치 지정 후 배터리 정렬 허용 오차: ±0.5mm. |
|
|
배터리 상단 커버의 높이 방향을 위치 기준으로 삼음 |
|
|
충전 포트 용접 |
CCD 시스템으로 밀봉 못의 위치를 포착하여 포착 및 위치 결정 시스템 정확도는 ≤ ± 0.03mm, 초점 분해능 자동 감지: ≤ 0.02mm |
|
사전용접: 배터리를 용접 위치 고정 장치에 자동으로 고정하고 위치 지정, 사전용접, 사전용접, 사전용접 4개 사분면 지점(공정에 따라 생략 가능)을 통해 |
|
|
예비용접 완료 후, 전체용접 |
|
|
조정 가능한 레이저 용접 각도, 레이저 용접 중 5~13° 레이저 편향을 사용할 수 있습니다. |
|
|
스패터 발생이 적고, 용접 외관이 양호하며, 용접 깊이가 0.5mm 이상, 스팟 직경(용융 풀 폭)이 0.95mm 이상, 용접 속도: ≥ 6mm/s의 용접 공정 |
|
|
용접 이음부 압력 ≥ 1.1Mpa |
|
|
모터 위치 지정, 용접 오프셋 ≤ 0.05mm |
|
|
용접부 외관이 매끄럽고 버, 검은 반점, 크레이터 등이 없습니다. 용접 열영향부가 작고 용접부에서 2mm 떨어진 곳의 온도가 80℃ 미만입니다. |
|
|
배터리 용접 튀김을 보호하기 위한 보호 커버로 용접합니다. 용접 스테이션 고정 장치는 각 리프팅의 일관성을 보장하도록 독립적으로 설계되었습니다. |
|
|
용접 공정 중 발생하는 연기를 실시간으로 추출, 먼지 제거기 장착, 스테인리스 스틸 배관 사용, 먼지 흡입구 끝단 풍속 ≥ 10m/s |
|
|
레이저 헤드 이동 안정성: 이동 속도 범위, 레이저 헤드 지터 진폭(X/Y/Z축) ≤ 0.05mm; 레이저 헤드 정렬 반복성(X/Y축) ≤ 0.05mm; 용접 초점 거리 실시간 모니터링 및 측정값의 용접 Z축 보상 |
|
|
상판용접과 실링못용접은 하나의 기계로 통합되었으며, 다양한 제품 유형에 대한 고정구 전환 시간은 ≤30분이며, 분해 및 설치가 용이하며, 제품 전환으로 인해 고정구의 위치 정확도와 기계의 사용 수명에 영향을 미치지 않습니다. |
상단 뚜껑 용접 충전 포트 용접 기능 모듈
기계 본체
① 기능 : 본 장비 등으로 각 작업 단위를 운반하는 것
② 주요 구성품 : 사각형 프레임, 커버, 인간-기계 인터페이스 등
레이저 사전 용접 고정 장치 모듈
① 기능 : 코어의 길이, 너비, 높이 방향으로 위치 결정;
② 주요부품 : 위치결정 고정구 등
레이저 풀 용접 고정 장치 모듈
① 기능 : 코어의 길이, 너비, 높이 방향으로 위치 결정;
② 주요부품 : 위치결정 고정구 등
레이저 용접 모듈
① 기능: 레이저 초점 맞추기, 초점 밖 측정, 용접 및 보호 가스 분사, 이동 메커니즘이 레이저 헤드를 끌어 용접 트랙을 스캔하고 CCD 캡처 시스템 장치 트랙 화면을 통해 실시간으로 표시할 수 있습니다.
② 주요 구성품 : 2KW + 1KW 레이저 및 보조 냉각기, 3축 모션 플랫폼, 레이저 헤드 등.
먼지 제거 후 진공 먼지 제거 모듈 상단 커버 용접 및 밀봉 못 용접이 필요합니다.
제품 진열

|

|

|

|

|

|
더 알아보기 프리즘 셀 조립기
이메일 : tob.amy@tobmachine.com
스카이프 : amywangbest86
Whatsapp/전화번호 : +86 181 2071 5609
당신이 우리의 제품에 관심이 있고 세부 사항을 더 알고 싶은 경우에, 여기에 메시지를 남겨주세요








