카테고리
핫 제품







Loading...




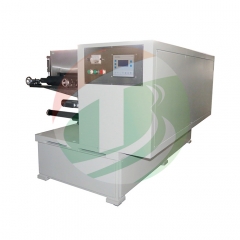
듀얼 모드 배터리 전극 코팅기 (슬롯 다이 및 전사 방식)
브랜드:
TOB NEW ENERGY제품 번호.:
TOB-JYZY-350-4.5주문 (moq):
1set지불:
L/C,T/T제품 원산지:
China배송 포트:
XIAMEN
배터리 연구 개발 및 시범 생산 라인을 위한 듀얼 모드 배터리 전극 코팅기(슬롯 다이 및 전사 방식)
듀얼 모드 코팅기란 무엇인가요?
대부분의 파일럿 생산 라인과 연구 개발 실험실은 반복되는 문제에 직면합니다. 지난주 슬롯 다이 헤드에 완벽하게 코팅되었던 슬러리가 이번 주에는 안정화되지 않는 것입니다. 배합이 바뀌었거나, 고형분 함량이 변동했거나, 배치 점도가 다이의 최적 범위를 벗어났기 때문입니다. 하루 종일 메니스커스와 씨름하거나 다른 기계로 바꿔야 하는 상황에 놓이게 됩니다.
TOB-JYZY-350-4.5는 단일 섀시에 두 가지 서로 다른 코팅 방식을 적용함으로써 이 문제를 해결합니다.
• 슬롯 다이 코팅: 서보 구동식 프로그레시브 캐비티 펌프를 통한 정밀 계량. 중량 편차가 ±1.5% 미만으로 유지되어야 하는 저점도~중점도 NMP 기반 NMC, LCO 또는 LFP 음극에 가장 적합합니다.
• 3롤 콤마 전사 코팅: G 정밀 연삭된 콤마 바를 통한 AP 제어 계량 방식. 슬롯 다이 비드 안정성이 떨어지는 고점도 수성 흑연 또는 Si-C 양극에 가장 적합합니다.
두 가지 모드 간 전환은 기계적으로 이루어집니다. 소프트웨어적인 편법은 필요 없습니다. 슬롯 다이 헤드가 후퇴하고, 트랜스퍼 롤 어셈블리가 고정된 후, 마이크로미터 헤드를 사용하여 콤마 바 간격을 미세 조정합니다. 숙련된 작업자라면 90분 이내에 전환이 완료됩니다.
슬롯 다이 방식 vs. 전사 코팅 방식: 어떤 경우에 어떤 방식을 사용해야 할까요?
|
코팅 방법 |
이상적인 점도 범위 |
가장 적합한 대상 |
잘못 사용했을 때 나타나는 일반적인 결함 |
|
슬롯 다이(압출) |
2,000~8,000 mPas |
NMC, LCO, LFP 음극(NMP 용매) |
반월상 연골 파열, 공기 혼입, 늑골 형성 |
|
콤마 전송(3롤) |
6,000~12,000mPa 이상 |
흑연 양극, Si-C 양극, 수용액 슬러리 |
틈새가 보정되지 않으면 가장자리 두께 증가 및 두께 변화가 발생할 수 있습니다. |
|
듀얼 모드 (본 기기) |
2,000~12,000 mPas 전체 범위 |
모든 제형 시험 또는 시범 배치 |
해당 없음 — 슬러리에 맞는 도구를 선택하십시오. |
핵심 가치 요약 (구매 및 엔지니어링 책임자용)
• 하나의 자본 설비 항목으로 두 가지 코팅 기술을 커버할 수 있습니다. 슬롯 다이 코터와 콤마 트랜스퍼 코터를 별도로 예산에 반영할 필요가 없습니다.
• 간헐적 패턴 정렬은 길이 ±1.0mm, 너비 ±0.5mm 이내입니다. 광센서 에지 트래킹 기능으로 앞면과 뒷면 패턴을 자동으로 정렬합니다. 양면 코팅 시 수동으로 패턴을 조정할 필요가 없습니다.
• 경질 크롬 도금 코팅 롤과 정밀 연마된 콤마 블레이드. 두 부품 모두 반경 방향 흔들림 및 직진도에서 ±1.5µm 이하의 정밀도를 유지합니다. 이는 ±3µm 코팅 정밀도 사양의 기계적 기반입니다.
• 아날로그 SCR 가열 방식의 3구역 독립 건조 시스템. 총 오븐 길이 4.5미터. 상하 공기 분사 노즐이 두꺼운 전극 표면의 굳어짐을 방지합니다.
• 저습도 음극실에 적합하게 설계되었습니다. 코팅 헤드 영역은 상대습도 35% 이하에 맞춰 설계되었습니다. 롤러는 양극 산화 처리되었으며, 하드웨어는 NMP 증기 침투를 방지하기 위해 밀봉 처리되었습니다.
사례 배경: 10µm 구리 호일 상에 고에너지 밀도 NMC811 음극(NMP 용매) 및 수성 흑연 양극을 사용하는 시범 생산 라인.
|
매개변수 |
슬롯 다이( NMC811) |
전송(흑연 양극) |
|
슬러리 점도 |
약 4,500mPa |
약 9,800 mPas |
|
고형 성분 |
68% |
52% |
|
코팅 속도 |
2.8m/분 |
1.8m/분 |
|
건조 두께 목표 |
85µm (단면) |
120 µm (단면) |
|
코팅 중량 편차 (측정값) |
±1.3% |
±1.4% |
|
모서리 결함률 |
전체 코팅 면적의 2% 미만 |
전체 코팅 면적의 3% 미만 |
TOB-JYZY-350-4.5 장치 시운전 중 TOB 고객 현장(동남아시아 시범 시설)에서 수집된 데이터입니다. 기판: 음극은 12µm 알루미늄 호일, 양극은 10µm 구리 호일입니다. 측정은 TOB 내부 품질 보증 프로토콜에 따라 500m 연속 코팅 과정에서 수행되었습니다.
응용 프로그램
• 파일럿 규모 리튬 이온 배터리 생산: NMC, LFP, LCO, LMO 양극재; 흑연 및 Si-C 음극재.
• 나트륨 이온 배터리 개발: 최대 12,000 mPas의 Na-이온 음극 슬러리.
• 고체 전해질 코팅 시험: NMP 또는 물을 사용한 고형분 함량이 높은(20~85%) 슬러리.
• 슈퍼커패시터 전극 코팅: 알루미늄 기판에 정밀 박막 코팅.
• 기능성 필름 연구 개발: 유연한 금속 호일에 정밀한 습식 필름 증착이 필요한 모든 응용 분야.
기술 사양
|
아니요. |
목 |
매개변수 |
비고 |
|
1 |
호환 가능한 화학 |
LFP, NMC, LCO, LMO, 흑연, Si-C, Na-이온 등 |
음극 및 양극 |
|
2 |
코팅 방법 |
연속 및 간헐적 |
슬롯 다이 + 트랜스퍼 콤보 |
|
3 |
코팅 속도 |
1.5 ~ 3.0 m/min |
건조 프로필에 따라 다릅니다. |
|
4 |
간헐적 패턴 |
코팅
길이: 10~5000mm
|
|
|
5 |
양면 정렬 |
광센서를 이용한 자동 가장자리 추적 |
뒷면 등록 |
|
6 |
기판 두께 |
알루미늄 호일: 8~30µm
|
|
|
7 |
롤러면 폭 |
400mm |
|
|
8 |
보장된 코팅 폭 |
≤ 350mm |
|
|
9 |
코팅롤 / 고무롤 |
Φ120 mm |
|
|
10 |
계량 롤(닥터) |
Φ100 mm |
|
|
11 |
코팅 정확도 |
±3 µm |
|
|
12 |
코팅 중량 변화 |
≤ ±1.5% |
가장자리 여백 제외, 기판 포함 |
|
13 |
슬러리 점도 범위 |
2000 ~ 12000 mPas |
|
|
14 |
건조 코팅 두께 |
20~200 µm |
단면 |
|
15 |
용매 호환성 |
NMP (비중 1.033, 끓는점 204°C)
|
|
|
16 |
고형분 함량 범위 |
20~85% |
|
|
17 |
치수 정확도 |
길이: ±1.0 mm 이하
|
|
|
18 |
앞뒤 정렬 |
길이: ±1.0 mm 이하
|
|
|
19 |
웹 가이드 편차 |
±0.3 mm |
|
|
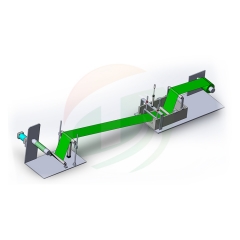
20 |
기계 배치도 |
언와인드 헤드, 오븐, 리와인드 |
모듈형/분리형 |

자주 묻는 질문
Q1: 슬롯 다이 모드와 콤마 전송 모드 간 전환에 실제로 걸리는 시간은 얼마나 되나요?
A: 숙련된 작업자의 경우, 기계식 전환 작업은 대략 45분에서 90분 정도 소요됩니다. 여기에는 슬롯 다이 헤드 후퇴, 트랜스퍼 롤 어셈블리 고정, 마이크로미터 헤드를 이용한 콤마 블레이드 간격 조정 작업이 포함됩니다. 장력 및 속도 매개변수에 대한 PLC 레시피 변경은 즉시 완료됩니다. 시간 소모의 주요 요인은 NMP 기반 슬러리를 사용했을 경우 슬롯 다이 립을 청소하는 작업입니다. 하드웨어 교체보다는 이 작업이 실제 시간을 많이 잡아먹습니다.
Q2: 사양서에는 코팅 정확도가 ±3 µm라고 되어 있는데, 8 µm 두께의 알루미늄 호일에 주름 없이 그 정도의 정확도를 달성할 수 있을까요?
A: 네, 언와인드 장력 프로파일이 정확하게 설정되어 있다면 가능합니다. 중요한 변수는 댄서 롤러 피드백 루프와 고무 백킹 롤의 경도입니다. 8µm 알루미늄 호일의 경우, EPDM 롤의 닙 압력을 낮추고 언와인드 장력을 범위의 하단(일반적으로 5~8N)으로 유지해야 합니다. 주름 발생은 대개 코팅 헤드 형상 문제가 아니라 가이드 롤러의 정렬 불량이나 아이들러 베어링의 오염 때문입니다. 기판의 두께가 일정하면 기계는 8µm까지의 호일에서 ±3µm의 정밀도를 유지합니다.

|

|

|

|

|

|
전화번호: +86-18120715609
당신이 우리의 제품에 관심이 있고 세부 사항을 더 알고 싶은 경우에, 여기에 메시지를 남겨주세요