

- 홈
- >
전고체 배터리 장비
- >
고체 배터리 제조를 위한 온간 등방성 프레스
카테고리
핫 제품








Loading...



고체 배터리 제조를 위한 온간 등방성 프레스
브랜드:
TOB NEW ENERGY제품 번호.:
TOB-WIP-7-20-600주문 (moq):
1set지불:
L/C,T/T제품 원산지:
China배송 포트:
XIAMEN
고체 배터리 제조를 위한 온간 등방성 프레스
명세서
TOB-WIP-7-20-600 온간 등압 프레스는 고온 고압에서 재료를 프레스하여 재료 밀도와 성능을 향상시키는 고온 장비입니다. 온간 등압 프레스(WIP)는 고성능 고체 전지 생산에 있어 중요한 제조 단계입니다. 이 공정의 주요 기능은 SSB에 내재된 고체-고체 계면의 근본적인 문제를 해결하고 전극 및 전해질 구성 요소의 밀도와 접촉 무결성을 크게 향상시키는 것입니다.
기술 원리:
이것은 유체가 같은 방향으로 같은 힘을 전달한다는 원리를 이용한 장치입니다.
내부 유체에 의해 생성된 압력은 모든 표면에 균일한 힘을 가하는데, 이는 재료 가공 시 압축 성형 및 적층 성형과 전해질 층의 고밀도화에 사용됩니다.
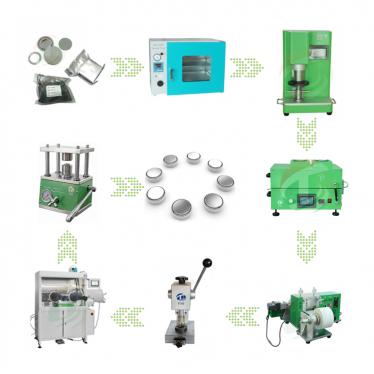
등압 성형법을 이용한 고체 전지의 생산 공정은 다음과 같습니다. 재료 준비, 코팅, 절단, 슬리팅, 적층, 그리고 건조실에서 포장하는 공정입니다. 전지를 방수 밀봉한 후, 등압 성형법으로 치밀화하고, 압력 매체를 건조하여 성형합니다.
고체 전지 생산에 등방성 가압 성형법을 도입하면 전극 밀도, 두께, 기공률 등의 핵심 변수를 정확하게 제어하여 고체 전지의 전극과 전해액 재료를 긴밀하게 결합시키고, 계면 접촉을 최적화하고, 내부 저항을 낮추고, 고체 전지의 이온 전도도와 기계적 강도를 향상시키는 등의 효과가 있으며, 고체 전지의 생산 공정을 단축하고 생산 비용을 절감할 수 있습니다.
온간 등방성 프레스(WIP)는 고온과 균일한 압력을 결합한 첨단 성형 장비입니다. 작동 원리는 아르곤과 같은 불활성 가스를 통해 밀폐된 캐비티에 등방성 압력(보통 수백 MPa)을 가하고 고온(예: 300~400℃)에서 소재를 열간 프레스하는 것입니다. 이 기술은 원래 세라믹 및 초경합금 분야에서 널리 사용되었으며, 최근에는 리튬 배터리 제조, 특히 황화물 고체 전해질막(SE막)의 포장에 도입되고 있습니다.


장점:
1. 600MPA 온간 등압 프레스 장비는 ±0.5%의 치수 공차 제어를 달성할 수 있습니다. AI 기반 압력 보상 알고리즘과 결합하여 배터리 전극의 압축 밀도 편차를 ±0.02g/cm³ 범위 내에서 제어할 수 있습니다.
2. 배터리 성능 향상
밀도 향상: WIP(Whole-In-Physical Induction)는 고온 고압을 가하여 고체 전지의 전극과 전해질 물질을 미세한 수준에서 더욱 단단하게 결합시킵니다. 이러한 밀도 증가는 전지 내부의 공극과 결함을 줄여 전지의 이온 전도도와 기계적 강도를 향상시킵니다.
실험적 검증 결과, WIP 공정은 니켈 함량이 높은 3원 양극(NCM 70%)의 용량 이용률을 10% 증가시켜 고체 전지에서 고니켈 시스템을 적용할 수 있는 길을 열었습니다.
3. 계면 접촉 최적화: 고체 전지에서 전해질과 전극 사이의 계면 접촉은 배터리 성능에 영향을 미치는 핵심 요소 중 하나입니다. WIP는 전해질과 전극 사이의 계면 접촉을 최적화하고 고온 고압 처리를 통해 계면 임피던스를 낮춰 배터리의 에너지 밀도와 전력 밀도를 향상시킵니다.

4. 생산 과정을 단순화하세요
생산 단계 단축: 기존 고체 전지 생산 공정에서는 배터리 구성 요소 간의 양호한 접촉 및 밀봉을 보장하기 위해 여러 단계가 필요했습니다. WIP는 단일 단계 고온 고압 처리를 통해 생산 단계를 크게 단축하고 생산 효율을 향상시킬 수 있습니다.
5. 생산 비용 절감: WIP(재가공)를 사용하면 추가적인 밀봉 단계가 필요 없어 생산 공정에서 재료비와 인건비가 절감됩니다. 또한, WIP는 고성능 배터리를 생산할 수 있으므로 배터리의 에너지 밀도를 높이고 수명을 연장하여 전체 비용을 절감할 수 있습니다. 문헌에 제시된 "습식 슬러리 + 현장 황화" 공정과 WIP 패키징을 결합하면 복잡한 진공 코팅 장비가 필요하지 않아 대량 생산 비용을 60% 이상 절감할 수 있으며, 소프트팩 배터리의 대량 생산에 실현 가능한 방안을 제공합니다.
6. 생산 효율성 및 수율 향상
자동화 생산: WIP를 자동화 생산 라인과 결합하여 고체 배터리의 연속 생산 및 효율적인 출력을 달성할 수 있습니다. 이 자동화 생산 방식은 생산 효율을 크게 향상시키고 인적 요인으로 인한 생산 오류를 줄일 수 있습니다.
수율 향상: WIP 공정을 통해 배터리 구성 요소 간의 접촉 및 밀봉을 양호하게 유지하여 접촉 불량이나 밀봉 불량으로 인한 배터리 고장 위험을 줄일 수 있습니다. 이를 통해 전고체 배터리의 수율을 향상시키고 생산 비용을 절감할 수 있습니다.
|
1. 압력 용기 |
|
|
재료 |
합금강 |
|
설계 조건 |
650MPa@150℃ |
|
최대 작동 조건 |
600MPa@85℃ |
|
내부 치수 |
70mmI.D × 200mmI.L (용적 0.77L - 약) |
|
폐쇄형 |
단일 종단 퀵 오프닝 핀 잠금 |
|
2. 난방 |
|
|
재료 |
규소 |
|
전기 히터 |
|
|
수량 |
1세트 |
|
유형 |
실리콘 밴드 히터 |
|
전기 |
380VAC, 3상 |
|
힘 |
3.5kw |
|
3. 가압 펌프 |
|
|
수량 |
1세트 |
|
유형 |
단동, 단일 공기 헤드, 공기 구동형 |
|
압력 비율 |
1400:1 |
|
최대 배출 압력 |
980Mpa @0.7Mpa 구동 공기 |
|
4. 압력용기 커버 리프팅 장치 |
|
|
리프팅 드라이브 |
에어 실린더 |
|
이동 방향 |
수직 위아래 |
|
리프팅 에어 실린더 |
|
|
수량 |
2개 |
|
내부 직경 |
20mm |
|
뇌졸중 |
500mm |
|
안전 잠금 실린더 |
|
|
수량 |
1개 |
|
위치 |
맨 위 바구니 높이에 따라 |
|
내부 직경 |
20mm |
|
뇌졸중 |
300mm |
|
5. 커버핀 이동장치 |
|
|
이동 방향 |
수평의 |
|
에어 실린더 |
|
|
수량 |
2개 |
|
내부 직경 |
20mm |
|
뇌졸중 |
500mm |
|
6. 유압 부품용 VET(밸브, 피팅 및 튜빙) |
|
|
가압 펌프와 압력 용기 사이의 압력 정격 |
|
|
압력 용기와 AOV(공기 작동 밸브) 및 니들 밸브 사이의 압력 정격 |
|
|
자세한 사양 및 수량은 P&ID 및 부품 목록을 참조하세요. |
|
|
7. 메인 제어판 |
|
|
제어베이스 |
PLC 기반 |
|
휴먼인터페이스(HMI) |
터치 패널 |
|
압력 제어 |
프로그래밍 가능 |
|
온도 조절 |
|
|
-제어 히터 |
PID 제어 ON/OFF 제어 |
|
최대 프로그래밍 가능 압력 패턴 |
20가지 패턴 |
|
각 패턴별로 단계를 설정하세요 |
20단계 |
|
8. 무게 |
|
|
비어 있는 |
약 0.5톤 |
|
가득(물 포함) |
약 0.6톤 |
|
9. 전체 치수 |
950W×1780D×1680H |
제품 디스플레이

더 많은 것을 얻으세요 고체 배터리 장비
이메일 : tob.amy@tobmachine.com
스카이프 :amywangbest86
Whatsapp/전화번호 : +86 181 2071 5609
이전:
온난 등압 프레스기다음:
고체 전지 전극 코팅기
당신이 우리의 제품에 관심이 있고 세부 사항을 더 알고 싶은 경우에, 여기에 메시지를 남겨주세요








