카테고리
핫 제품








Loading...




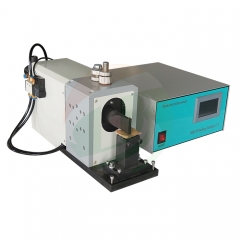
배터리 전극 및 다층 탭 용접용 20kHz 초음파 금속 용접기
브랜드:
TOB NEW ENERGY제품 번호.:
TOB-20K-1500W주문 (moq):
1set지불:
L/C,T/T제품 원산지:
China배송 포트:
XIAMEN
TOB-20K-1500W 20kHz 초음파 금속 용접기 (배터리 전극 및 다층 탭 용접용)
제품 개요 및 이상적인 적용 분야
초음파 금속 용접기는 고주파 진동 에너지를 이용하여 모재를 녹이지 않고 얇은 금속 조각을 접합합니다. TOB-20K-1500W는 압전 변환기를 통해 20kHz의 기계적 진동을 발생시키고, 부스터와 혼을 통해 변위를 증폭한 후, 제어된 공압으로 용접면에 에너지를 전달합니다. 접합면에서 발생하는 고주파 스크러빙 작용은 산화층을 파괴하고 고체 상태 접합을 형성합니다. 저항 용접이나 레이저 용접과 달리 초음파 용접은 스패터, 대량 용융, 열영향부가 발생하지 않아, 다른 용접 방식으로는 천공될 수 있는 초박형 배터리 필름을 용접할 때 매우 중요한 이점을 제공합니다.
이 시스템은 독일산 완전 디지털 초음파 발생기를 중심으로 구축되었으며, 지능형 주파수 추적, 전압 변동을 보정하는 정진폭 출력, 에너지 모드, 시간 모드, 지능형 시간 모드 등 다양한 용접 모드 선택 기능을 제공합니다. 용접 헤드는 수입산 고속강(Yishengbai, Bohler-Uddeholm 등급)을 사용하며, 각각 0.012mm 두께의 알루미늄 및 구리 호일을 찢어짐 없이 단단히 고정하고 접합할 수 있도록 설계된 미세 질감 패턴이 있는 두 개의 독립적인 사용면을 갖추고 있습니다. 고화질 터치스크린 인터페이스는 100개 이상의 용접 기록을 저장하고, OEE 추적 및 원격 진단을 위한 맞춤형 클라우드 서비스를 지원하며, 과전압, 과전류, 과열 및 용접 과부하에 대한 실시간 경보 보호 기능을 제공합니다.
다음과 같은 용도에 적합합니다:
- 리튬 이온 배터리 생산 라인은 양극 알루미늄 탭(0.012mm 호일에서 0.2~0.5mm 탭)과 음극 구리 탭(0.008~0.012mm 호일에서 0.2~0.4mm 니켈 도금 구리 탭)을 용접합니다.
- 파우치 셀 조립: 다층 적층 용접(10~45층), 버터플라이 용접 및 알루미늄-니켈 전환 접합.
- 원통형 셀 제조: 캡과 알루미늄 스트립의 단일 지점 용접, 하단 알루미늄 쉘과 알루미늄-니켈 복합 테이프의 용접.
- 자동차 배선 하네스, 태양광 패널 상호 연결, 구리 튜브 밀봉 및 유리판 태양광 용접 응용 분야에 필요한 깨끗하고 산화물을 제거하는 고체 상태 접합 방식.
- 모든 생산 환경에서 소모품 소모가 많은 저항 용접이나 느린 레이저 스폿 용접을 빠르고 반복 가능하며 문서화가 용이한 초음파 공정으로 대체할 수 있습니다.

배터리 셀 조립에서 초음파 용접의 활용 분야
리튬 이온 배터리 제조의 셀 조립 단계에서 전극 코팅 및 슬리팅 또는 전극 펀칭 후, 전해액 주입 전에 초음파 용접이 진행됩니다. 원통형 셀(예: 18650 또는 21700)의 경우, 알루미늄 음극 탭은 코팅되지 않은 포일 가장자리 또는 전류 집전체 스트립에 용접되고, 니켈 도금된 구리 음극 탭도 유사한 방식으로 용접됩니다. 그런 다음 셀 캡을 단일 지점 초음파 펄스를 사용하여 알루미늄 스트립에 접합합니다. 파우치형 셀의 경우, 여러 겹의 음극 또는 음극 포일을 쌓아 하나의 두꺼운 탭에 다층 적층 용접으로 접합합니다. 셀 용량 및 특정 용접 길이에 따라 일반적으로 10~45개의 층이 사용됩니다.
용접은 세 가지 까다로운 요구 사항을 동시에 충족해야 합니다. 첫째, 모재에 버금가는 접합 강도를 확보해야 하고, 둘째, 고저항 지점이나 기계적 약점을 유발하는 타들어감이나 박리 현상이 없어야 하며, 셋째, 생산 속도에 맞춰 1초 미만의 용접 사이클 시간을 달성해야 합니다. TOB-20K-1500W는 정밀하게 전달되는 초음파 에너지를 통해 알루미늄 및 구리 표면의 견고한 산화막을 파괴하는 동시에 재료의 온도를 융점보다 훨씬 낮게 유지함으로써 이러한 요구 사항을 충족합니다.
실제 운영 환경에서 얻은 프로세스 모범 사례:
- 표면 준비: 알루미늄 호일은 공기에 노출되면 몇 분 안에 산화됩니다. 용접 지그에 넣기 직전에 무수 이소프로필 알코올로 호일 표면을 닦으십시오. 연마성 수세미는 사용하지 마십시오. 재료가 제거되고 용접면에 박힐 수 있는 파편이 발생합니다.
- 호른-앤빌 정렬: 위쪽 호른 패턴(직선 또는 빗살무늬 "쌀알" 패턴)은 탭 스택에 완전히 밀착되어야 하며, 아래쪽 앤빌 패턴(메쉬 또는 망상형)은 기울어짐 없이 하단 포일을 지지해야 합니다. 0.05mm의 각도 오차만 발생해도 육안 검사는 통과하지만 셀 형성 주기 동안 접착이 실패하는 부분 접착이 발생할 수 있습니다.
- 혼 표면 청소 주기: 알루미늄 용접을 약 500~1000회 수행한 후에는 용접 부위에 금속 이물질이 달라붙기 시작할 수 있습니다. 부드러운 황동 브러시 또는 전용 청소 도구를 사용하여 청소하십시오. 강철 공구는 절대 사용하지 마십시오. 긁힘이 발생하면 응력 집중점이 되어 혼이 조기에 균열될 수 있습니다.
- 압력 최적화: 공압 실린더(AIRTAC SDA63×20, 내경 63mm, 스트로크 20mm)는 최대 6kg/cm²의 작동 압력을 제공합니다. 0.012mm 알루미늄 호일의 경우 2~3kg/cm²에서 시작하십시오. 다층 파우치 적층(20층 이상)의 경우 일반적으로 4~5kg/cm²가 적합합니다. 압력이 과도하면 호일의 미세 구조가 평평해져 역설적으로 접착 강도가 감소하고, 압력이 부족하면 미끄러짐과 표면 마모가 발생합니다. 최적 압력은 용접 부위 가장자리가 원래 평면보다 1~5mm 아래로 움푹 들어갔을 때입니다.


구리선과 니켈 스트립의 초음파 용접
TOB-20K-1500W 초음파 용접 시스템 작동 방식
에너지 변환 및 전달 시스템은 IGBT 전력 모듈과 별도 여자 발진 회로로 구성된 1500W 디지털 초음파 발생기에서 시작됩니다. 이 발생기는 50/60Hz 교류 전원을 정밀하게 제어된 20kHz 전기 신호로 변환합니다. 이 신호는 용접 헤드에 내장된 압전 변환기(German Tech wafer, 모델 X20)를 구동하여 전기 진동을 동일한 주파수의 기계적 진동으로 변환합니다.
기계적 진동은 부스터(가변 진폭 혼, 모델 Y20)를 통과하여 변위를 20~40µm의 사용 가능한 반주기 진폭으로 증폭합니다. 증폭된 진동은 수입 고속강(이성바이 재질)으로 가공된 용접 혼에 도달하여 진동 전단력을 혼과 하부 앤빌 사이에 고정된 금속 스택에 직접 전달합니다.
용접 과정 (단계별)
- 압착 단계(0.02~10초, 프로그래밍 가능): 공압 실린더가 용접 헤드를 아래로 내립니다. 혼이 상단 공작물에 접촉하여 설정값까지 압력을 가합니다. 선형 가이드 시스템(SY 선형 슬라이더, 스트로크 20mm)은 속도 설정과 관계없이 수직으로 흔들림 없이 하강하도록 보장하며, 상승 및 하강 속도는 정밀한 위치 조정을 위해 독립적으로 조절할 수 있습니다.
- 초음파 펄스(0.01~2.0초): 압력이 안정화되면 발생기가 초음파 펄스를 발생시킵니다. 혼 표면은 초당 20,000회의 속도로 상부 금속층에 대해 측면으로 마찰 운동을 하고, 하부 금속층은 앤빌에 고정된 상태를 유지합니다. 이러한 차등 운동은 특히 계면에서 국부적인 마찰열과 강렬한 소성 변형을 발생시킵니다. 기존 용접의 장벽 역할을 하는 산화막이 파괴되어 금속 내부로 분산되고 깨끗한 금속이 노출됩니다. 원자 확산과 소성 유동의 복합적인 영향으로 고체 상태의 야금학적 결합이 형성됩니다. 이 공정은 금속 전체를 녹이지 않고, 계면에서의 금속 연화를 통해 검게 변하거나 관통되지 않고 층별로 침투하는 특징을 나타냅니다.
- 유지 단계(수 초): 초음파 에너지가 멈춘 후, 압축 하에서 접합부가 강화되고 굳어져 견고한 분자 수준의 접합부가 형성되도록 공압을 잠시 유지합니다. 용접 강도는 원래 재료의 강도에 근접합니다.
- 복귀: 솔레노이드 밸브(AIRTAC 24V210-10)가 실린더의 공기를 배출하면 헤드가 홈 위치로 복귀하여 다음 부품 작업을 준비합니다.
이 기계를 일반 용접기와 차별화하는 지능형 제어 기능
- 자동 주파수 추적(±20Hz, 검색 범위 19.0000~21.0000Hz): 연속 생산 중 트랜스듀서와 혼이 가열되어 기계적 공진 주파수가 변동합니다. 발생기는 이러한 변동을 지속적으로 감지하고 수동 조작 없이 실시간으로 새로운 공진 주파수에 다시 고정합니다. 혼 교체 또는 재연삭 후, 시스템은 전원을 켤 때 자체 진단을 수행하고 자동으로 새로운 공진 주파수에 고정합니다. 따라서 많은 경쟁 제품에서 여전히 요구되는 "라디오 방송국 찾기"와 같은 번거로운 수동 튜닝 과정이 필요 없습니다.
- 정진폭 기능: 주 전원 전압이 215V와 238V 사이에서 변동할 때, 발전기는 출력 전압을 자동으로 보상하여 경보음 진폭을 일정하게 유지합니다. 이를 통해 공장 전력 변동에 관계없이 교대 근무 중 100번째 용접 작업과 첫 번째 용접 작업이 항상 동일하게 유지됩니다.
- 다중 모드 종료: 에너지 모드는 미리 설정된 줄(Joule) 목표값에 도달하면 펄스를 중지합니다(총 열 입력량을 제어해야 하는 두꺼운 탭 간 용접에 가장 적합). 시간 모드는 고정된 시간 동안 펄스를 실행합니다(고속 반복 단일 스폿 용접에 가장 적합). 지능형 시간 모드는 초음파 피드백을 실시간으로 분석하여 접합면이 완전히 접합되는 순간을 식별하고 펄스를 종료합니다. 이를 통해 용접 강도를 극대화하는 동시에 포일의 피로를 유발할 수 있는 과도한 진동을 방지합니다.
- 분할 가능한 진폭(0~100ms 내에서 1%~100%): 섬세한 초박형 포일의 경우, 낮은 진폭으로 부드럽게 초기 접촉을 한 후, 접착을 위해 최대 진폭까지 점진적으로 증가시키고, 마지막으로 진폭을 점차 감소시키는 방식으로 프로그래밍할 수 있습니다. "기계는 고객이 원하는 대로 정확하게 작동합니다." - 저희 엔지니어들이 고객에게 자주 사용하는 표현입니다.
배터리 탭 및 포일 용접의 주요 엔지니어링 이점
- 자동 주파수 제어 기능을 갖춘 독일산 디지털 초음파 시스템. 트랜스듀서는 German Tech사의 압전 결정과 IGBT 모듈 기반의 완전 디지털 발생기, 그리고 별도 여자 발진 회로를 사용합니다. 이러한 구조는 본질적으로 안정적이고 저잡음의 전력 변환을 제공합니다. 수동 주파수 조정이 필요하고 온도 변화에 따라 주파수가 변동하는 아날로그 발생기와 달리, TOB 시스템은 시동 시 자체 보정을 수행하고 작동 중 공진 주파수를 지속적으로 추적합니다. 그 결과, 혼을 교체하거나 마모된 면을 재연마한 후에도 기계는 몇 초 만에 새로운 공진 주파수에 고정되어 작업자가 별도로 조정할 필요가 없습니다. 이는 시중의 경쟁 시스템들이 흔히 갖추지 못한 기능으로, 마치 오래된 라디오를 조정하듯 수동으로 주파수를 찾아야 하는 불편함을 해소해 줍니다.
- 연소 또는 흑화 현상 없이 층별 용접이 가능합니다. 정밀한 진폭 제어(20~40µm 반주기), 조절 가능한 압력(0.3~6kg/cm²), 그리고 시간 분해능(최대 0.01초)의 조합을 통해 전체 포일 스택에 걸쳐 진정한 층별 접합이 가능합니다. 사양에서는 "흑화 현상 없음"을 명시적으로 요구하는데, 이는 용접 계면에 산화물이 발생하지 않고 금속이 산화 온도에 도달하지 않음을 의미합니다. 0.4mm 탭에 용접된 20층 알루미늄 스택의 경우, 각 층이 개별적으로 접합되며 가장 바깥쪽 포일은 구조적으로 손상되지 않습니다. 이는 셀 신뢰성에 직접적인 영향을 미칩니다. 부분적으로 연소된 용접부는 초기 품질 관리(QC)는 통과할 수 있지만 사이클링 중에 높은 저항을 나타낼 수 있습니다.
- 공정 유연성을 위한 세 가지 용접 모드 이 용접기는 에너지 모드, 시간 모드, 지능형 시간 모드를 제공하며, 각 모드는 다양한 접합 형상에 적합합니다. 에너지 모드는 총 열 입력량이 품질을 좌우하는 두꺼운 다중 탭 용접에 탁월합니다. 시간 모드는 원통형 셀 라인에서 고속 반복 단일 스폿 용접에 이상적입니다. 이 용접기에만 있는 지능형 시간 모드는 접합면의 접합 상태를 실시간으로 모니터링하고, 호일 두께나 표면 상태의 미세한 변화에도 불구하고 최적의 접합이 이루어지면 자동으로 펄스를 종료합니다. 이 모드는 특히 고정된 에너지 또는 시간으로 인해 니켈 측 용접이 부족하거나 알루미늄 측 용접이 과다하게 이루어질 수 있는 이종 금속 접합(알루미늄-니켈)에 효과적입니다.
- 분할 가능한 진폭: 100ms 범위 내에서 1%~100% 이 기능은 공정 엔지니어에게 용접 프로파일에 대한 매우 정밀한 제어 기능을 제공합니다. 극도로 취약한 0.012mm 알루미늄 호일의 경우, 진폭을 처음 10ms 동안 20%로 시작하여(찢어짐 없이 접촉 형성), 다음 40ms 동안 80%까지 점진적으로 증가시켜(산화막을 제거하고 접합 시작), 나머지 50ms 동안 60%를 유지하여(과열 없이 응고) 용접할 수 있습니다. 고정 진폭 용접기는 이러한 수준의 제어를 구현할 수 없으며, 그 차이는 용접 단면과 인장 시험 데이터 모두에서 확연히 드러납니다.
- 100개 이상의 용접 기록 저장 및 클라우드 기반 데이터 로깅 기능을 제공합니다. 터치스크린 인터페이스는 100개 이상의 파라미터 세트와 용접 이력을 저장할 수 있으며, 각 파라미터 세트에는 진폭, 에너지, 시간 및 경보 정보가 포함됩니다. 맞춤형 클라우드 서비스를 통해 원격 OEE 모니터링, 오류 알림 및 품질 감사 추적 기능을 활용할 수 있습니다. 자동차 고객이 특정 셀 로트의 모든 용접이 사양에 맞게 수행되었음을 입증해야 할 경우, 해당 데이터를 즉시 검색할 수 있습니다.
- 10만 회 이상의 용접 수명을 보장하는 견고한 기계 설계. 용접 혼은 수입 고속강(Yishengbai, Bohler-Uddeholm 등급)으로 제작되었으며, 두 개의 독립적인 사용면을 갖추어 서비스 간격을 효과적으로 두 배로 늘립니다. 앤빌은 얇은 포일을 절단 없이 단단히 고정하도록 최적화된 메쉬 패턴을 사용합니다. 선형 가이드 시스템(SY 브랜드, 2세트의 선형 슬라이더, 공칭 크기 20mm)과 공압 액추에이터(AIRTAC SDA63×20 실린더 및 AIRTAC 24V210-10 솔레노이드 밸브)는 산업용 작업 사이클에 적합하도록 설계되었습니다. 전체 장비 설계 수명은 8~10년이며, 모든 주요 구성 요소(변환기, 부스터, 혼, 메인 보드, 출력 변압기, 미국 ID사 칩 프로세서, 케이블)에 대해 1년 보증이 제공됩니다. 단, 혼 표면 및 베이스 마모는 보증 대상에서 제외됩니다.
- 종합적인 보호 시스템을 갖춘 이 발전기는 공급 전압(작동 범위 215~238V, 이 범위 내에서는 자동 보상), 과전류(IGBT 보호), 과열(내부 전력 트랜지스터가 60°C에서 자동 차단됨), 불안정한 주파수(자동 보상), 용접 과부하(변환기 및 혼의 손상을 방지하는 신호 피드백)를 지속적으로 모니터링합니다. EMI/EMC 성능은 "강력한 간섭 방지 기능"으로 평가되었으며, 이는 배터리 생산 라인에서 용접기가 모터 구동 장치 또는 기타 전력 전자 장치와 인접하여 작동할 때 중요합니다.

상세 기술 사양
초음파 발생기 및 제어 시스템
|
매개변수 |
사양 |
|
빈도 |
20kHz, 자동 추적 범위 ±20Hz, 디스플레이 검색 범위 19.0000~21.0000Hz |
|
힘 |
1500W (선택 가능) 1000와트) |
|
주파수 제어 |
내장형 조절 가능 완전 디지털 |
|
파워 스테이지 |
IGBT 모듈, 분리여자 발진 회로 |
|
진폭 제어 |
무단계 조절 가능, 1%~100%, 0~100ms 창 내에서 분할 가능 |
|
일정 진폭 함수 |
예, 215~238V 범위 내에서 주전압 변동을 보정합니다. |
|
용접 모드 |
에너지 모드, 시간 모드, 스마트 시간 모드 (선택 가능) |
|
용접 시간 범위 |
0.01–2.0초 |
|
시간 범위를 좁히세요 |
0.02~10초 (프로그래밍 가능) |
|
시간 조정 범위(일반) |
0~60초 |
|
매개변수 저장소 |
네, 사용자 지정 가능한 리콜 기능을 제공하며, 100건 이상의 용접 기록을 저장할 수 있습니다. |
|
클라우드 서비스 |
맞춤 설정 가능 |
|
제어 장치 |
마이크로프로세서 기반 (미국 ID사 칩셋) |
|
보호 |
과전압(215~238V 대역), 과전류, 과부하, 과열(60°C 자동 보호), 불안정한 주파수 자동 보상, 용접 과부하 신호 피드백 |
|
전자파/전자파 |
강력한 항간섭 기능 |
|
화면 |
직관적인 그래픽 인터페이스를 갖춘 고화질 터치스크린 |
|
표시하다 |
이중 표시: 설정 온도 및 측정 온도 |
|
발전기 크기 |
약 360mm × 340mm × 150mm |
|
공급 전압 |
교류 220V, 50/60Hz |
용접 헤드, 변환기 및 공압 시스템
|
매개변수 |
사양 |
|
변환기 |
모델 X20, 독일 T 각 압전 웨이퍼 |
|
변환기 정합 허용 오차 |
주파수 차이 ≤400Hz, 임피던스 차이 ≤4Ω, 정전 용량 차이 ≤400pF |
|
변환기 절연 저항(외장 기준) |
≥30 MΩ |
|
부스터 |
모델 Y20 |
|
뿔 소재 |
수입 고속강(이성바이, 볼러-우데홀름 등급) |
|
뿔 길이 |
≥130mm |
|
사용 가능한 뿔면의 수 |
2 |
|
경적 설치 방향 |
가로 방향(수평) |
|
뿔 얼굴 무늬 |
윗뿔: 직선 또는 빗살무늬("쌀알") 패턴; 아랫모루: 그물무늬 패턴 |
|
용접점 높이(패턴 깊이) |
0.8mm (제품 공정에 따라 조절 가능) |
|
혼에서 용접면까지의 높이 |
>5mm (제품 높이에 따라 조정됨) |
|
진폭 조절 범위 |
반주기 20–40 µm |
|
머리 수직 스트로크 |
20mm(실린더 스트로크), 선형 가이드 제어 |
|
머리 상승/하강 속도 |
조절 가능하고 정확하게 제어됨 |
|
상/하 위치 제어 |
정확한 위치 지정 |
|
실린더 |
AIRTAC SDA63×20, 내경 63mm × 스트로크 20mm |
|
솔레노이드 밸브 |
AIRTAC 24V210-10 |
|
선형 가이드 |
SY 브랜드, 리니어 슬라이더 20, 2세트 |
|
작업 압력 |
0.3~6 kg/cm² (최소 0.3, 최대 6 kg/cm²) |
|
입력 공기 공급 |
건조 압축 공기, 7–8 kg/cm² (bar) |
|
공기 흡입구 |
퀵 커넥트, 직경 8mm |
|
뿔 얼굴 인생 |
10만 개 이상의 용접 |
적용 가능한 재료 및 셀 구성
|
애플리케이션 |
사양 |
|
음극 기판(전류 집전체 포일) |
두께 0.012mm의 알루미늄 호일 |
|
음극 탭 재질 |
알루미늄 m 탭, 두께 0.2~0.5mm |
|
양극 기판(전류 집전체 포일) |
구리 호일, 두께 0.008~0.012mm |
|
양극 탭 재질 |
니켈 도금 구리/니켈 탭, 두께 0.2~0.4mm |
|
파우치 셀 최대 라미네이트 레이어 |
10~45층 (용접 길이에 따라 다름) |
|
용접 스폿 길이 |
20mm (맞춤 제작 가능) |
|
용접 스폿 폭 |
3mm (맞춤 제작 가능) |
|
탭용 용접 모드 |
가로 방향(가로로 향하는 방향, 사용자 지정 가능) |
|
용접 품질 요구사항 |
용접 침투 없음, 용접 불량 없음, 견고한 접합, 층별 침투, 검게 변색 없음 |
|
용접 사이클 시간 |
1초 이내 |
|
용접점 개수 |
용접 공정에 따라 설계되었습니다. |
|
용접형 |
단일 지점 |
기계 크기 및 무게
|
목 |
크기/무게 |
|
전체 크기 |
약 900mm × 600mm × 750mm |
|
머리 크기 |
약 500mm × 310mm × 620mm |
|
발전기 캐비닛 크기 |
약 360mm × 3 40mm × 150mm |
|
포장 치수 |
약 1000mm × 600mm × 800mm |
|
총 중량 |
약 50kg |
구성품 및 예비 부품 목록
|
아니요. |
집회 |
요소 |
사양/모델 |
제조업체 |
수량 |
보증 |
|
1 |
케이블 |
고주파 케이블 |
– |
– |
1개 |
1년 |
|
2 |
케이블 |
고주파 케이블 |
– |
– |
1개 |
1년 |
|
3 |
케이블 |
출력 제어 케이블 |
멀티코어 |
– |
1개 |
1년 |
|
4 |
진동 시스템 |
변환기 |
20배 |
독일 기술(웨이퍼) |
1개 |
1년 |
|
5 |
진동 시스템 |
부스터(가변 진폭 혼) |
Y20 |
– |
1개 |
1년 |
|
6 |
진동 시스템 |
용접용 뿔 |
20 |
이성바이 수입 자재 |
양성/음성 각각 1개씩 |
1년 (마모 제외) |
|
7 |
진동 시스템 |
플랜지 플레이트 |
– |
– |
1세트 |
1년 |
|
9 |
제어 상자 |
메인보드 |
– |
– |
1개 |
1년 |
|
10 |
제어 상자 |
출력 변압기 |
– |
– |
1개 |
1년 |
|
12 |
제어 상자 |
칩 프로세서 |
– |
미국 ID 회사 |
1세트 |
1년 |
|
13 |
고정물 |
상부 다이 설정 슬리브 |
– |
– |
– |
– |
|
14 |
고정물 |
베이스 |
– |
– |
1세트 |
1년 (마모 제외) |
|
15 |
액자 |
기계 프레임 |
HY |
– |
1세트 |
1년 |
|
16 |
액자 |
선형 가이드 |
선형 슬라이더 20 |
SY |
2세트 |
1년 |
|
17 |
액자 |
실린더 |
SDA63×20 |
에어택 |
1세트 |
1년 |
|
18 |
액자 |
솔레노이드 밸브 |
24V210-10 |
에어택 |
1세트 |
1년 |


초음파 용접 시 흔히 발생하는 결함 및 실용적인 문제 해결 방법
배터리 탭 용접 시 다음과 같은 문제가 자주 발생합니다. 아래 표는 TOB-20K-1500W의 기능이 이러한 문제를 진단하는 데 어떻게 직접적으로 도움이 되는지 설명합니다. se를 사용하여 각각을 해결합니다.
|
문제 |
가능한 원인 |
TOB-20K-1500W의 도움 방법 / 권장 조치 |
|
접착력이 약하고 인장 강도가 낮아 쉽게 벗겨짐 |
에너지가 부족하거나, 진폭이 너무 낮거나, 산화층이 완전히 파괴되지 않았을 수 있습니다. |
에너지 설정값을 5J씩 조금씩 증가시키십시오. 알루미늄의 경우 진폭이 최소 70~80%인지 확인하십시오. 용접 전에 포일을 IPA로 세척했는지 확인하십시오. 정진폭 기능은 전원 변동에 관계없이 설정된 진폭이 실제로 전달되도록 보장합니다. |
|
호일 천공 또는 용접 관통 |
에너지가 너무 높거나, 포일 두께에 비해 진폭이 과도하거나, 압력이 너무 낮아 미끄러짐과 국부적인 과열이 발생할 수 있습니다. |
에너지 소비를 줄이거나 접합 완료 시 자동으로 종료되는 지능형 시간 모드로 전환하십시오. 접합력을 향상시키려면 공압 압력을 3~4kg/cm²로 높이십시오. 혼과 앤빌의 평행도를 확인하십시오. 사양상 용접 침투가 전혀 없어야 합니다. |
|
알루미늄이 뿔 표면에 달라붙음 / 금속 전사 |
진폭이 부족하여 접착 대신 마찰이 발생하거나, 낮은 진폭에서 용접 시간이 과도하게 길어지는 경우. |
부드러운 황동 브러시로 혼 표면을 닦으십시오. 진폭을 약간 높이고 시간을 줄이십시오. 분할 가능한 진폭 기능은 부드러운 초기 접촉을 통해 마모를 방지합니다. |
|
용접 품질은 생산 교대 시간 동안 저하됩니다. |
혼 가열로 인해 주파수 편차가 발생하거나 혼 표면 패턴이 유효 깊이 이하로 마모됩니다. |
자동 주파수 추적 기능이 활성화되어 있는지 확인하십시오(이 시스템에서는 기본적으로 항상 활성화되어 있으므로 수동 조작이 필요하지 않습니다). 혼 패턴 깊이가 0.5mm 미만이면 두 번째 사용 가능한 면으로 회전시키거나 재연마하십시오. 트랜스듀서 온도를 모니터링하십시오. 시스템은 진동 그룹 온도를 가능한 최소 수준으로 유지합니다. |
|
용접 중 큰 끽끽거리는 소리 또는 비정상적인 소음 |
공진 불일치, 진동 스택의 기계적 연결 부위의 헐거움 또는 부품이 모루에 단단히 고정되지 않음. |
모든 기계적 연결부(혼, 부스터, 트랜스듀서)를 지정된 토크로 조이십시오. 공작물이 앤빌 위에 완전히 평평하게 놓여 있는지 확인하십시오. 시스템의 자동 주파수 검색 기능을 한 번 실행하십시오. 분리 여자 진동 구조는 자여자 방식보다 공진 이탈 작동을 방지하는 데 있어 본질적으로 더 안정적입니다. |
|
발전기 과부하 경보 |
트랜스듀서 손상, 혼 균열 또는 부품 형상 이상으로 인한 과전류 발생. |
변환기 절연 저항을 확인하십시오. 규격에 따르면 외피와의 절연 저항은 30MΩ 이상이어야 합니다. 염료 침투제를 사용하여 혼에 미세 균열이 있는지 검사하십시오. 과부하 보호 신호 피드백은 치명적인 손상을 방지하고 신속한 진단을 위한 오류 코드를 제공합니다. |
|
교대 근무조별 용접 품질이 일관되지 않음 |
운영자마다 다른 매개변수를 설정하거나 주전압이 변동하는 경우. |
검증된 레시피를 파라미터 메모리에 저장합니다(100개 이상 저장 가능). 무단 변경을 방지하기 위해 레시피를 잠급니다. 전압 보호 시스템은 215V와 238V 사이의 공급 전압 변동을 자동으로 보정하여 출력 전력과 주파수에 영향을 미치지 않도록 합니다. |
일반적인 배터리 접합부에 권장되는 용접 매개변수
이러한 기본 레시피는 표준 직선형 상부 혼 패턴과 메쉬 앤빌을 갖춘 TOB-20K-1500W 장비를 사용하여 개발되었습니다. 모든 레시피는 IPA를 사용한 적절한 포일 세척과 20~30°C의 주변 온도를 전제로 합니다. 사용하시는 재료, 포일 공급업체 및 생산 속도에 맞게 미세 조정하십시오.
|
관절 유형 |
자재 적재 |
용접 모드 |
에너지/시간 |
진폭 |
압력 |
메모 |
|
알루미늄 탭 하나와 알루미늄 호일(음극) |
알루미늄 탭 0.3mm + 알루미늄 호일 0.012mm 1겹 |
에너지 |
50–70 J |
80% |
2.5–3.0 kg/cm² |
호일 찢어짐을 방지하기 위해 직선형 혼 패턴을 사용하십시오. 용접 스폿 크기는 20mm × 3mm가 표준입니다. |
|
단일 Ni 도금 Cu 탭 - Cu 포일(양극) |
Ni‑Cu 탭 0.2mm + 1겹 Cu 포일 0.010mm |
에너지 |
80–100 J |
85% |
3.0 kg/cm² |
구리는 알루미늄보다 더 많은 에너지를 필요로 합니다. 탭이 니켈 도금된 것인지, 아니면 순수 구리인지 확인하십시오. |
|
다층 파우치 탭(알루미늄 20겹) |
20겹 알루미늄 호일 0.012mm + 알루미늄 탭 0.4mm |
시간 |
0.6~0.8초 |
90% |
4.0–5.0 kg/cm² |
호일 스택을 고정 장치에 미리 정렬합니다. 모든 층에 에너지가 고르게 분산되도록 더 긴 용접 지점(20mm)을 사용합니다. |
|
다층 파우치 탭(알루미늄 45겹, 최대 사양) |
45겹 알루미늄 호일 0.012mm + 알루미늄 탭 0.5mm |
시간 |
0.8~1.0초 |
95% |
5.0–6.0 kg/cm² |
규격에 따른 최대 레이어 수. 압력을 상한선까지 높이십시오. 용접 품질은 용접 길이에 따라 달라지며, 용접 길이가 길수록 에너지가 더 잘 분산됩니다. |
|
나비형 용접(파우치 셀 Al-Ni) |
알루미늄 탭 0.3mm → 니켈 탭 0.3mm |
지능형 시간 |
– |
80% |
3.5 kg/cm² |
지능형 모드는 서로 다른 금속에 가장 적합하며, 니켈 측의 과열을 방지하는 동시에 알루미늄 측을 완벽하게 접합합니다. |
|
원통형 캡을 알루미늄 스트립에 (단일 지점) |
알루미늄 캡 + 알루미늄 스트립 0.3mm |
에너지 |
30~50 J |
75% |
3.0 kg/cm² |
용접 스폿 크기는 캡 접촉 면적과 일치해야 하며, 캡에 열이 축적되는 것을 방지하기 위해 용접 시간은 0.3초 미만으로 유지해야 합니다. |
|
구리 튜브 밀봉 |
구리 튜브 Ø6–12 mm |
시간 |
0.4~0.6초 |
90% |
4.0 kg/cm² |
튜브 끝부분에 절삭유가 묻지 않도록 하십시오. 용접 부위는 밀폐되어야 합니다. |
주요 매개변수 참고 사항: 진폭 백분율은 발전기의 출력 설정값을 나타내며, 절대적인 혼 변위량을 나타내는 것이 아닙니다. 진폭이 100%일 때 반주기 변위는 약 40µm입니다. 섬세한 포일의 경우, 80% 이상으로 시작하지 마십시오. 사양서에는 최적 압력에서 용접부 가장자리에 1~5mm의 함몰이 발생한다고 명시되어 있습니다. 초기 설정 시 이 시각적 표시기를 활용하십시오.
일반 초음파 용접기 대신 TOB-20K-1500W를 선택해야 하는 이유: 직접 비교
|
특징 |
TOB-20K-1500W |
일반적인 저가형 20kHz 초음파 용접기 |
|
발전기 기술 |
독일산 완전 디지털 IGBT, 별도 여자 발진 회로 |
일반적으로 아날로그 또는 기본 디지털 방식의 자가 발진 방식입니다. |
|
주파수 제어 |
자동 추적(±20Hz), 시동 시 자체 보정 기능; 혼 교체 후에도 수동 조정 불필요 |
경적 교체 후에는 매번 수동으로 주파수를 검색해야 할 수 있습니다("마치 옛날 라디오를 튜닝하는 것처럼"). |
|
진폭 조절 |
무단계 1–100%, 분할 가능 w 0~100ms 창 내 |
일반적으로 3~5단계의 고정된 단계로 구성되며, 분할 기능은 없습니다. |
|
일정한 진폭 |
예, 발전기는 주전원 전압 변동(215~238V)에 따라 출력 전압을 보상합니다. |
아니요, 용접 진폭은 공장 전압 변경에 따라 달라집니다. |
|
용접 모드 |
에너지, 시간, 지능형 시간(선택 가능) |
일반적으로 시간만 또는 에너지만 표시합니다. |
|
변환기 매칭 |
공장 출하 시 매칭된 세트: 주파수 차이 ≤400Hz, 임피던스 차이 ≤4Ω, 정전 용량 차이 ≤400pF |
종종 헐겁게 맞춰져 있어 부딪히거나 뿔이 조기에 갈라지는 경우가 많습니다. |
|
데이터 로깅 |
100개 이상의 용접 기록 저장, 클라우드 지원, 이력 포함 고장 경보 기능 |
기본 디스플레이, 데이터 저장 기능 없음 또는 마지막 용접 기록만 저장 가능 |
|
공압 및 선형 가이드 |
AIRTAC 브랜드 실린더(SDA63×20) 및 솔레노이드(24V210-10), SY 리니어 슬라이더 |
스트로크 조절 기능이 제한적인 일반 무브랜드 부품 |
|
뿔 소재 및 수명 |
수입산 이성바이 고속강, 사용 가능한 면 2개, 면당 용접 횟수 10만회 이상 |
저급 공구강, 주로 단면 가공, 수명 단축 |
|
상승/하강 속도 제어 |
조절 가능하고 정확하게 제어됨 |
일반적으로 고정 속도 또는 단순 스로틀 밸브 방식입니다. |
|
위치 정확도 |
정확한 상/하 위치 제어 |
기본 기계식 정지 |
|
전자파/전자파 |
강력한 간섭 방지 기능으로 모터 드라이브 및 인버터 근처에서도 안정적입니다. |
공장에서 전기적 노이즈에 취약하거나 전기적 노이즈를 유발할 수 있습니다. |
|
보호 시스템 |
과전압, 과전류, 과부하, 과열(60°C), 주파수 보상, 용접 과부하 피드백 |
일반적으로 기본적인 과부하 보호 기능만 제공됩니다. |
|
삶을 디자인하세요 |
8~10년 |
일반적으로 3~5년 |
|
보증 및 지원 |
주요 부품(트랜스듀서, 부스터, 혼(마모성 부품 제외), 메인보드, 칩 프로세서, 케이블)에 대해 1년 보증, 평생 기술 지원 제공 |
유통업체 지원이 제한적인 경우 보통 6~12개월 정도 소요됩니다. |
배터리 생산 라인이 이 시스템으로 전환하는 이유: 고객들이 TOB-20K-1500W로 업그레이드하는 가장 흔한 이유는 다음과 같습니다. 불량한 발전기 진폭 조절로 인한 생산 교대 근무 시 인장 강도의 불일치, 매일 아침 또는 혼 교체 후 수동으로 주파수를 조정해야 하는 번거로움, 연질 공구에서 혼의 조기 고장, 자동차 고객 감사 시 용접 추적 데이터 제공의 어려움 등입니다. TOB 시스템은 이러한 문제들을 직접적으로 해결합니다. 독일산 디지털 발전기와 자동 주파수 추적 기능은 설정 시 불확실성을 제거하고, 정진폭 기능은 전압 변동에 관계없이 품질을 안정화하며, 양면 고속강 혼은 서비스 간격을 연장하고, 100개 이상의 레코드를 저장할 수 있는 메모리는 품질 시스템에 필요한 문서를 제공합니다. 한 생산 관리자는 "이전에는 용접이 병목 현상이었습니다. 항상 무언가를 조정해야 했기 때문입니다. 이제는 레시피를 로드하면 첫 번째 용접에서 인장 테스트를 매번, 모든 교대 근무 시간 동안 통과합니다."라고 말했습니다.
배터리 생산을 위한 초음파 금속 용접 관련 엔지니어링 FAQ
Q1: TOB-20K-1500W 용접기는 구리와 알루미늄을 직접 용접할 수 있습니까, 아니면 니켈 도금된 구리를 사용해야 합니까?
초음파 용접은 알루미늄과 구리를 접합할 수 있으며, 접합부는 기계적으로 매우 강합니다. 그러나 리튬 이온 전지에서는 전해액 증기나 미량의 수분에 노출될 경우 알루미늄과 구리 사이에 갈바닉 커플이 형성되어 전지의 수명 동안 접합 부위가 부식될 수 있습니다. 이러한 이유로 배터리 업계에서는 알루미늄 호일이나 스트립을 접합할 때 니켈 도금된 구리 탭을 사용하는 것이 일반적입니다. 니켈 층은 보호막 역할을 합니다. 초음파 용접기는 구리와 알루미늄, 그리고 니켈 도금된 구리와 알루미늄 모두를 동일하게 잘 용접할 수 있으며, 어떤 용접 방식을 선택할지는 전지 설계와 예상되는 사용 환경에 따라 결정됩니다.
Q2: How often should the welding horn be inspected, and what is the procedure when the pattern wears down?
In production welding 0.012 mm aluminium foil at typical cycle rates, the horn face pattern (straight‑line or cross‑hatch texture) remains effective for approximately 50′000–100′000 welds per face, depending on material hardness and pressure settings. We recommend inspecting the pattern depth with a simple depth gauge every 10′000 welds. When the pattern depth decreases below approximately 0.5 mm, rotate the horn to the second usable face. When both faces are worn, the horn can be re‑ground to restore the original texture. TOB can recommend a certified grinding service. The specification states the horn face life as ≥100′000 welds—this assumes proper use with the recommended pressure range and regular cleaning to prevent aluminium build‑up.
Q3: Does the welding quality change when the factory ambient temperature varies from winter to summer (e.g., 10 °C to 35 °C)?
The digital frequency tracking largely compensates for temperature‑induced resonance shifts in the transducer and horn. The transducer is a mechanical resonator, and its natural frequency does shift slightly with temperature, but the generator re‑locks to the new resonance every cycle within its ±20 Hz tracking range—no manual adjustment is needed. The pneumatic system's seals (AIRTAC) are rated for industrial temperature ranges. For a cold‑start situation on a Monday morning at 10 °C, it is sensible to run approximately five dummy welds on scrap foil. This brings the transducer, booster, and horn to a stable operating temperature. The vibration group temperature remains at the minimum point during normal operation due to the intelligent frequency control, which contributes to consistent weld quality across ambient conditions.
Q4: Can the welding head rise and fall speeds be adjusted independently, and why does this matter?
Yes—the rise and fall speeds of the welding head are independently and accurately adjustable via the pneumatic flow controls. This matters in production because the approach speed must be fast enough to meet the cycle‑time target (the total weld must be completed within 1 s per the specification), but the final descent onto the workpiece must be slow enough to avoid impact damage to ultra‑thin foils. The adjustable speeds, combined with the accurate upper‑lower positioning and the linear guide system, allow you to program a rapid approach to a point just above the stack, by a gentle final descent under controlled pressure—maximising both throughput and foil integrity.
Q5: Is the system suitable for welding in a dry room or glovebox environment?
용접 헤드와 공압 부품은 습도가 낮은 건조실 환경(리튬 이온 셀 조립에 일반적인 이슬점 -40°C까지)에서 작동할 수 있습니다. 전기 캐비닛은 글러브박스 통합용으로 설계되지 않았지만, 헤드 유닛은 대형 건조실이나 맞춤형 인클로저 내부에 설치할 수 있습니다. 제어 케이블(고주파 케이블 2개, 다심 출력 제어 케이블 1개)은 표준 길이 1m이며, 발전기를 제어 환경 외부에 설치해야 하는 경우 맞춤형 길이의 케이블로 연장할 수 있습니다. 맞춤 제작 관련 문의는 TOB로 연락하십시오.
특정 탭-투-포일 또는 다층 파우치 셀 적용 분야에 적합한 검증된 용접 레시피가 필요하십니까? 당사의 접합 공정 엔지니어에게 TOB-20K-1500W 전체 사양 패키지와 시작 파라미터 시트를 요청하십시오.
tob.amy@tobmachine.com +86 181 2071 5609
당신이 우리의 제품에 관심이 있고 세부 사항을 더 알고 싶은 경우에, 여기에 메시지를 남겨주세요